一种圆筒内壁纵向角焊缝双面焊接装置的制作方法
本技术涉及一种圆筒内壁纵向角焊缝双面焊接装置,属于自动焊接设备。
背景技术:
1、烟气余热换热器为增加换热面积,需要在圆筒形内壁圆周方向焊接均布的纵向翅片,其他行业也存在类似圆筒形内壁焊接纵向角焊缝的情况。由于没有圆筒内壁纵向角焊缝双面焊接装置,已有技术的焊接方式一般为手工焊接,由于沿圆周方向均布的纵向翅片总长度长,手工焊接效率低下;当圆筒直径较小时,难以施焊;另一方面,如果纵向翅片两侧角焊缝采用分次焊接的方式,焊接速度较慢,还会产生较大的焊接变形;此外,为了能够保证焊枪能实时跟踪焊缝,往往采用视觉识别等随形措施,成本较高;最后,已有技术焊接翅片采用先点焊组对固定,再焊接的方式,会造成焊接过程中热应力无法有效释放,翅片扭曲变形。
技术实现思路
1、本实用新型提供了一种圆筒内壁纵向角焊缝双面焊接装置,对纵向翅片两侧角焊缝同时施焊,焊接不受空间限制,焊接效率高,减少了非对称焊接变形,提高焊接质量,焊接后的翅片不会扭曲,解决已有技术中存在的上述技术问题。
2、本实用新型的技术方案是:一种圆筒内壁纵向角焊缝双面焊接装置,包含安装支架、主动拖轮、从动拖轮、焊枪行走机构和夹紧装置,夹紧装置、从动拖轮、主动拖轮和焊枪行走机构均布置在同一轴线上,依次设置在安装支架上,主动拖轮和从动拖轮承托筒体,夹紧装置将筒体一端夹紧定位,焊枪行走机构进入筒体内焊接筒体内壁上的翅片;所述焊枪行走机构由齿条滑轨、焊接行走车、连接支座、第一线性滑轨、第一滑块、焊接臂、槽轮固定座、槽轮轴、槽轮、焊枪固定座和焊枪组成;第一线性滑轨与齿条滑轨平行布置在安装支架上,焊接行走车在齿条滑轨上左右移动;焊接行走车上设置有第一滑块,第一滑块和第一线性滑轨相匹配,焊接臂后端固定在第一滑块上,并通过连接支座与焊接行走车连接,焊接臂被焊接行走车带动,左右行走;所述焊接臂前端装有槽轮固定座,在槽轮固定座前端装有焊枪固定座,焊枪固定座上对称安装两把焊枪;槽轮固定座中部通过槽轮轴安装有槽轮;槽轮上设有与焊接翅片宽度匹配的凹槽,与翅片实时啮合。
3、所述焊接臂为悬臂结构,能够通过槽轮与翅片的啮合,做出左右及上下的弹性变形,保证焊接过程中焊枪处于最佳焊接位置。
4、所述夹紧装置由第二线性滑轨、第二滑块、门型框架、导向侧板和快速夹钳组成,所述第二线性滑轨为两条,平行布置在安装支架上,每条第二线性滑轨上面分别装有第二滑块,门型框架的两个腿分别安装在两个第二滑块上,沿纵向移动;所述门型框架前端安装有两块导向侧板,两个导向侧板之间的间隙与翅片厚度匹配,限制翅片左右方向的自由度;所述门型框架上部装有快速夹钳,快速夹钳夹紧翅片,限制翅片垂直方向的自由度。当筒体在安装支架上的主动拖轮和从动拖轮就位后,推动夹紧装置对翅片进行装卡。
5、所述安装支架由高支架和低支架两部分组成,由型钢和钢板拼接而成,用以支撑及安装设备;主动拖轮、从动拖轮和夹紧装置安装在低支架上,焊枪行走机构安装在高支架上,便于进入筒体内部。
6、所述主动拖轮和从动拖轮为通用设备,安装在低支架上,通过主动拖轮转动调节翅片焊接所需工位。
7、在翅片焊接过程中,对翅片始焊端点焊,另一端放置在夹紧装置导向侧板之间,用快速夹钳夹紧。此时随着焊枪从始焊端向焊接终点移动,翅片会在焊接过程中被加热伸长。夹紧装置限制了翅片垂直方向和左右方向自由度,但可以释放翅片长度方向伸长量。
8、本实用新型的有益效果是:焊接臂安装有两把焊枪并且带有随形的槽轮,焊接臂伸入到筒体内部,对翅片两侧角焊缝同时施焊,从而实现了对直径较小的筒体进行焊接,焊接不受空间限制;翅片双侧角焊缝同时焊接,焊接效率高,减少了单侧分别焊接产生的非对称焊接变形;随形的槽轮能够对两把焊枪形成机械指引、导向作用,保证焊枪最佳位置,提高焊接质量;焊接时,对翅片始焊端采用点焊固定,另一端由可以纵向移动的夹紧装置卡紧,在焊接过程中,能够在夹紧端释放翅片的热应力变形,焊接后的翅片不会扭曲。
技术特征:
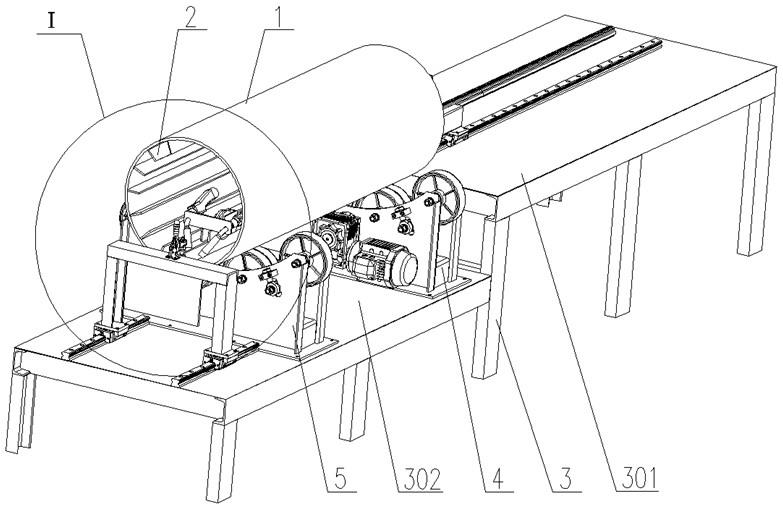
1.一种圆筒内壁纵向角焊缝双面焊接装置,其特征在于:包含安装支架(3)、主动拖轮(4)、从动拖轮(5)、焊枪行走机构(6)和夹紧装置(7),夹紧装置(7)、从动拖轮(5)、主动拖轮(4)和焊枪行走机构(6)均布置在同一轴线上,依次设置在安装支架(3)上,主动拖轮(4)和从动拖轮(5)承托筒体(1),夹紧装置(7)将筒体(1)一端夹紧定位,焊枪行走机构(6)进入筒体(1)内焊接筒体(1)内壁上的翅片(2);所述焊枪行走机构(6)由齿条滑轨(601)、焊接行走车(602)、连接支座(603)、第一线性滑轨(604)、第一滑块(605)、焊接臂(606)、槽轮固定座(607)、槽轮轴(608)、槽轮(609)、焊枪固定座(610)和焊枪(611)组成;第一线性滑轨(604)与齿条滑轨(601)平行布置在安装支架(3)上,焊接行走车(602)在齿条滑轨(601)上左右移动;焊接行走车(602)上设置有第一滑块(605),第一滑块(605)和第一线性滑轨(604)相匹配,焊接臂(606)后端固定在第一滑块(605)上,并通过连接支座(603)与焊接行走车(602)连接,焊接臂(606)被焊接行走车(602)带动,左右行走;所述焊接臂(606)前端装有槽轮固定座(607),在槽轮固定座(607)前端装有焊枪固定座(610),焊枪固定座(610)上对称安装两把焊枪(611);槽轮固定座(607)中部通过槽轮轴(608)安装有槽轮(609);槽轮(609)上设有与焊接翅片(2)宽度匹配的凹槽,与翅片(2)实时啮合。
2.根据权利要求1所述的一种圆筒内壁纵向角焊缝双面焊接装置,其特征在于:所述夹紧装置(7)由第二线性滑轨(701)、第二滑块(702)、门型框架(703)、导向侧板(704)和快速夹钳(705)组成,所述第二线性滑轨(701)为两条,平行布置在安装支架(3)上,每条第二线性滑轨(701)上面分别装有第二滑块(702),门型框架(703)的两个腿分别安装在两个第二滑块(702)上;所述门型框架(703)前端安装有两块导向侧板(704),两个导向侧板(704)之间的间隙与翅片(2)厚度匹配;所述门型框架(703)上部装有快速夹钳(705),快速夹钳(705)夹紧翅片。
3.根据权利要求1或2所述的一种圆筒内壁纵向角焊缝双面焊接装置,其特征在于:所述安装支架(3)由高支架(301)和低支架(302)两部分组成,主动拖轮(4)、从动拖轮(5)和夹紧装置(7)安装在低支架(302)上,焊枪行走机构(6)安装在高支架(301)上。
技术总结
本技术涉及一种圆筒内壁纵向角焊缝双面焊接装置,属于自动焊接设备技术领域。技术方案是:夹紧装置(7)、从动拖轮(5)、主动拖轮(4)和焊枪行走机构(6)均布置在同一轴线上,依次设置在安装支架(3)上,主动拖轮(4)和从动拖轮(5)承托筒体(1),夹紧装置(7)将筒体(1)一端夹紧定位,焊枪行走机构(6)进入筒体(1)内焊接筒体(1)内壁上的翅片(2)。本技术的有益效果是:对纵向翅片两侧角焊缝同时施焊,焊接不受空间限制,焊接效率高,减少了非对称焊接变形,提高焊接质量,焊接后的翅片不会扭曲。
技术研发人员:马志良,杨贺新,姚腱
受保护的技术使用者:唐山市宝凯科技有限公司
技术研发日:20230530
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!