一种快速锻造液压机的装夹装置的制作方法
本技术属于快锻机,具体涉及一种快速锻造液压机的装夹装置。
背景技术:
1、快速锻造液压机是指行程次数高和工作行程速度快的锻造液压机。快锻液压机一般采用双柱或四柱下拉式结构,液压系统部件的动作灵敏、快速。
2、快速锻造液压机在对工件进行锻造时,对于工件的锻造面调节需借助装夹装置来实现;装夹装置配合实现锻造面调整的步骤通常为:装夹工件并进行转动,促使工件的待锻造面朝上放置于锻造机工件放置台,装夹装置脱离工件表面,待锻造顶端端面借助后借助装夹装置再次实现工件夹持进行翻转,以实现工件的前后方向的周向的分次锻压;上述反复操作装夹装置与工件外壁的夹持和松开并转动来实现工件前后方向的周向分次锻压的方式操作较为繁琐,且需要控制装夹装置与锻压机下落的契机进行完美配合,方可实现对工件周向的锻压操作,对于操作工人的经验以及熟练度要求较高,普适性较低,因此基于上述缺陷,现提出一种快速锻造液压机的装夹装置来解决上述问题。
技术实现思路
1、针对现有技术存在的快速锻造液压机反复操作装夹装置与工件外壁的夹持和松开并转动来实现工件前后方向的周向分次锻压的方式操作较为繁琐,且需要控制装夹装置与锻压机下落的契机进行完美配合,方可实现对工件周向的锻压操作,对于操作工人的经验以及熟练度要求较高,普适性较低的问题,本实用新型提供一种快速锻造液压机的装夹装置,无需反复实现夹紧机构与工件外壁的夹持和松开并转动,即可配合快速锻造液压机主体实现工件前后方向的周向锻压加工,夹紧后的工件可进行周向间歇性转动,省去了反复夹紧并转动工件的繁琐步骤。其具体技术方案如下:
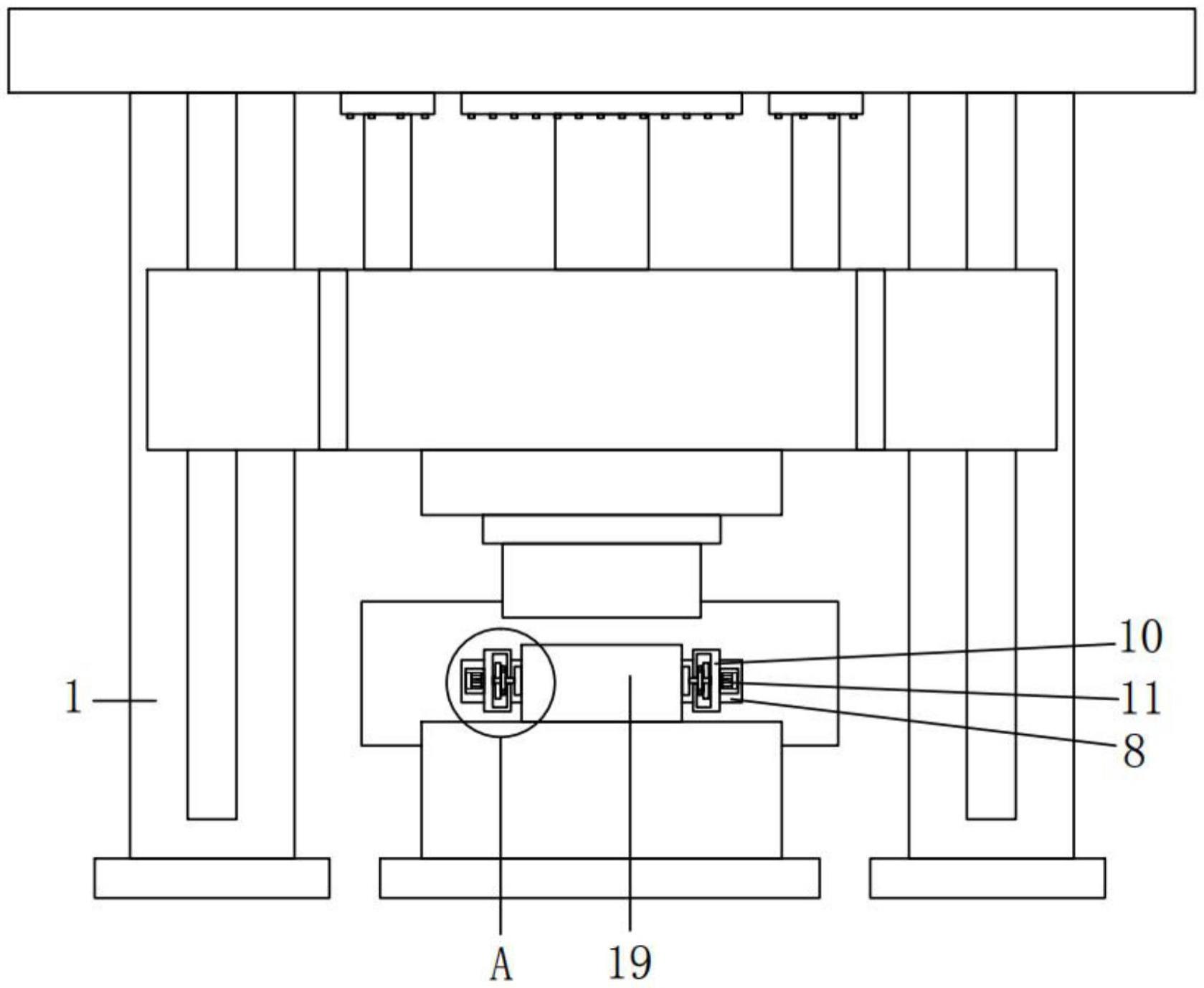
2、一种快速锻造液压机的装夹装置,包括快速锻造液压机主体以及所述快速锻造液压机主体外壁设置的控制系统,所述快速锻造液压机主体后侧开设有滑道,所述滑道滑动连接有夹持机构,所述夹持机构前侧装配有角度调节机构,所述角度调节机构包括安装于夹持机构前端内壁的壳体,所述夹持机构前端安装有电机,且所述电机与所述快速锻造液压机主体设置的控制系统电性连接,所述电机输出端连接有驱动杆的一端,且所述驱动杆另一端延伸进所述壳体的内腔,所述驱动杆外壁安装有转盘,所述转盘外壁外侧安装有拨杆,所述驱动杆的另一端安装有限位盘,所述壳体内壁转动连接有转杆的一端,所述转杆外壁安装有槽轮,且所述槽轮外壁与所述限位盘外壁相贴合,所述转杆另一端向外侧延伸出所述壳体的外壁,且所述转杆的另一端安装有夹块,所述夹块外壁内侧夹持有工件。
3、上述技术方案中,所述夹持机构包括滑动内嵌于所述滑道内腔的夹具安装座,所述夹具安装座前侧安装有安装槽,所述夹具安装座内腔安装有液压缸,且所述液压缸与所述快速锻造液压机主体的控制系统电性连接,所述液压缸输出端延伸进所述安装槽的内腔,所述液压缸输出端连接有固定槽,所述固定槽内壁前侧安装有固定销,所述安装槽内壁前侧左右两端分别转动连接有夹臂,且所述夹臂的外壁前侧与所述壳体相连接,所述夹臂外壁后侧开设有滑槽,且所述固定销滑动内嵌于两个所述滑槽的内腔。
4、上述技术方案中,所述滑槽开设的长度与所述固定销的移动距离相适配。
5、上述技术方案中,所述安装槽和所述固定槽均设置为u形。
6、上述技术方案中,左右两个所述夹臂以所述固定槽为轴线呈左右对称设置。
7、上述技术方案中,所述槽轮外壁开设有多个凹槽,且所述拨杆转动内嵌于所述槽轮外壁的凹槽内腔。
8、上述技术方案中,所述限位盘外壁与所述槽轮外壁的弧度相适配。
9、本实用新型的一种快速锻造液压机的装夹装置,与现有技术相比,有益效果为:
10、1、现有快速锻造液压机需要反复操作装夹装置与工件外壁的夹持和松开来实现工件周向分次锻压的方式操作较为繁琐,本实用新型通过设置电机、驱动杆、转盘、拨杆和限位盘,能够驱动槽轮进行间歇性90度转动,通过槽轮、转杆和夹块的间歇性转动,能够实现夹紧的工件进行周向的间歇性转动,通过间歇性转动的夹块带动工件进行周向转动配合快速锻造液压机主体实现工件的周向锻压加工,该装置无需反复实现夹紧机构与工件外壁的夹持和松开并转动,即可配合快速锻造液压机主体实现工件前后方向的周向锻压加工,夹紧后的工件可进行周向间歇性转动,省去了反复夹紧并转动工件的繁琐步骤,借助间歇性转动的夹块无需过分考虑夹紧机构与锻压下落契机,减轻了操作工人的操作压力,增加了设备的适用性;
11、2、通过滑道、夹具安装座、安装槽的配合,能够驱动夹紧于夹块内侧的工件进行前后移动,以适配于工件端面的分次锻压,通过液压缸、固定槽、固定销、夹臂、滑槽的配合,能够驱动两侧的夹臂带动壳体向内侧对工件外壁夹紧或松开,借助夹具安装座的转动能够实现整个夹持机构的转动,以促使工件进行左右方向的转动,该装置能够实现夹紧机构的左右翻转,以实现对工件左右端面转动变换的锻压加工;
12、综上,该装置无需反复实现夹紧机构与工件外壁的夹持和松开并转动,即可配合快速锻造液压机主体实现工件前后方向的周向锻压加工,夹紧后的工件可进行周向间歇性转动,省去了反复夹紧并转动工件的繁琐步骤,借助间歇性转动的夹块无需过分考虑夹紧机构与锻压下落契机,减轻了操作工人的操作压力,增加了设备的适用性,还能够实现夹紧机构的左右翻转,以实现对工件左右端面转动变换的锻压加工。
技术特征:
1.一种快速锻造液压机的装夹装置,包括快速锻造液压机主体(1)以及所述快速锻造液压机主体(1)外壁设置的控制系统,所述快速锻造液压机主体(1)后侧开设有滑道(2),其特征在于,所述滑道(2)滑动连接有夹持机构,所述夹持机构前侧装配有角度调节机构,所述角度调节机构包括安装于夹持机构前端内壁的壳体(10),所述夹持机构前端安装有电机(11),且所述电机(11)与所述快速锻造液压机主体(1)设置的控制系统电性连接,所述电机(11)输出端连接有驱动杆(12)的一端,且所述驱动杆(12)另一端延伸进所述壳体(10)的内腔,所述驱动杆(12)外壁安装有转盘(13),所述转盘(13)外壁外侧安装有拨杆(14),所述驱动杆(12)的另一端安装有限位盘(15),所述壳体(10)内壁转动连接有转杆(16)的一端,所述转杆(16)外壁安装有槽轮(17),且所述槽轮(17)外壁与所述限位盘(15)外壁相贴合,所述转杆(16)另一端向外侧延伸出所述壳体(10)的外壁,且所述转杆(16)的另一端安装有夹块(18),所述夹块(18)外壁内侧夹持有工件(19)。
2.根据权利要求1所述的一种快速锻造液压机的装夹装置,其特征在于:所述夹持机构包括滑动内嵌于所述滑道(2)内腔的夹具安装座(3),所述夹具安装座(3)前侧安装有安装槽(4),所述夹具安装座(3)内腔安装有液压缸(5),且所述液压缸(5)与所述快速锻造液压机主体(1)的控制系统电性连接,所述液压缸(5)输出端延伸进所述安装槽(4)的内腔,所述液压缸(5)输出端连接有固定槽(6),所述固定槽(6)内壁前侧安装有固定销(7),所述安装槽(4)内壁前侧左右两端分别转动连接有夹臂(8),且所述夹臂(8)的外壁前侧与所述壳体(10)相连接,所述夹臂(8)外壁后侧开设有滑槽(9),且所述固定销(7)滑动内嵌于两个所述滑槽(9)的内腔。
3.根据权利要求2所述的一种快速锻造液压机的装夹装置,其特征在于:所述滑槽(9)开设的长度与所述固定销(7)的移动距离相适配。
4.根据权利要求2所述的一种快速锻造液压机的装夹装置,其特征在于:所述安装槽(4)和所述固定槽(6)均设置为u形。
5.根据权利要求2所述的一种快速锻造液压机的装夹装置,其特征在于:左右两个所述夹臂(8)以所述固定槽(6)为轴线呈左右对称设置。
6.根据权利要求1所述的一种快速锻造液压机的装夹装置,其特征在于:所述槽轮(17)外壁开设有多个凹槽,且所述拨杆(14)转动内嵌于所述槽轮(17)外壁的凹槽内腔。
7.根据权利要求1所述的一种快速锻造液压机的装夹装置,其特征在于:所述限位盘(15)外壁与所述槽轮(17)外壁的弧度相适配。
技术总结
一种快速锻造液压机的装夹装置,所属快锻机技术领域,包括快速锻造液压机主体以及快速锻造液压机主体外壁设置的控制系统,快速锻造液压机主体后侧开设有滑道,滑道滑动连接有夹持机构,夹持机构前侧装配有角度调节机构。该装置无需反复实现夹紧机构与工件外壁的夹持和松开并转动,即可配合快速锻造液压机主体实现工件前后方向的周向锻压加工,夹紧后的工件可进行周向间歇性转动,省去了反复夹紧并转动工件的繁琐步骤,借助间歇性转动的夹块无需过分考虑夹紧机构与锻压下落契机,减轻了操作工人的操作压力,增加了设备的适用性,还能够实现夹紧机构的左右翻转,以实现对工件左右端面转动变换的锻压加工。
技术研发人员:李鹏
受保护的技术使用者:宝鸡西工钛合金制品有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!