一种对中夹持治具的制作方法
本申请涉及夹具,特别涉及一种对中夹持治具。
背景技术:
1、在现有电池的加工中,包括顶盖焊接工序,需要将预装在电池端部的顶盖与电池壳体进行焊接。在焊接之前需要将电池进行装夹固定,现有的夹具通过固定块抵靠于电池相邻的短边和长边的两侧面,再通过两组气缸和夹块分别抵接于短边和长边的另外两侧面,实现夹持电池。然而通过对单侧的短边和长边进行驱动夹持的方式容易造成定位不精准,夹持后电池容易出现不对中、位置偏移的情况,从而影响后续焊接质量。
技术实现思路
1、为了解决上述技术问题之一,本申请提供一种对中夹持治具,包括安装座,在所述安装座上位于电池长边的相对两侧滑动设置有第一夹持组件,在所述安装座上位于电池短边的相对两侧设置有第二夹持组件,所述安装座设置有分别连接于所述第一夹持组件和第二夹持组件的第一驱动组件和第二驱动组件,所述第一驱动组件和第二驱动组件分别驱动所述第一夹持组件和第二夹持组件夹持于所述电池。第一驱动组件驱动第一夹持组件预夹持电池的长边两面,实现对电池的长边两侧面进行初步定位,再通过第二驱动组件驱动第二夹持组件夹紧于电池的短边两侧面,当第二夹持组件对电池短边夹紧后,第一驱动组件再加大夹持力驱使第一夹持组件完全夹紧电池的长边两面,进而实现先定位后夹紧,实现对承载板上的电池进行对中夹持,保证电池位置的对中定位的准确性,提高电池和顶盖焊接位置的准确性,从而提高焊接精度和焊接质量。
2、优选的,所述第一夹持组件包括滑动设置在所述安装座上的第一移动板,所述第一移动板朝向电池的端面设置有第一夹块,所述第一移动板连接于所述第一驱动组件。通过第一驱动组件驱动第一移动板朝向电池移动,进而使得第一夹块抵接于电池的长边两侧。此时第一夹块对电池起到定位的作用,当第二夹持组件夹紧于电池的短边两侧后,第一驱动组件再驱使第一夹持组件完全夹紧电池的长边两面,进而实现对承载板上的电池进行对中夹持,保证电池位置对中定位的准确性从而提高焊接精度和焊接质量。
3、优选的,所述第一驱动组件包括第一驱动器、设置于所述第一驱动器驱动端的第一升降板,所述第一升降板上设置有连接于所述第一移动板的连接组件。进而实现驱使第一夹持组件先对电池长边两侧进行初步定位,后续第二夹持组件将短边夹紧后再驱动第一夹持组件完全夹紧。
4、优选的,所述连接组件包括设置于所述第一升降板上的导杆、以及连接于所述第一夹块的导向块,所述导向块开设有斜槽,所述导杆设置有与所述斜槽滚动配合的第一凸轮。当第一驱动器驱动第一升降板上升移动时,第一升降板带动导杆上升移动,此时导杆的第一凸轮与导向块上的斜槽滚动配合,进而第一凸轮带动导向块朝向电池方向移动,进而导向块带动第一夹块朝向电池移动并压紧于电池的长边两侧。反之,当第一驱动器驱动第一升降板下降时则驱使第一夹块远离电池移动。
5、优选的,所述第一升降板上设置有限位柱。进而当第一升降板上升移动时,通过限位柱对第一升降板进行限位,避免第一升降板过度上升时导致第一夹块过压于电池,从而避免电池被压坏。
6、优选的,所述第二夹持组件包括滑动设置在所述安装座上的第二移动板,所述第二移动板朝向电池的端面设置有第二夹块,所述第二移动板连接于所述第二驱动组件。第二移动板通过滑轨滑动设置在安装座上。通过第二驱动组件驱动第二移动板朝向电池短边移动,进而使得第二夹块压紧于电池短边两侧。
7、优选的,所述第二驱动组件包括第二驱动器、设置于所述第二驱动器驱动端的第二升降板,所述第二升降板上设置有连接于所述第二移动板的连杆组件。第二驱动器驱动端的连接于第二升降板,进而通过第二驱动器驱动第二升降板升降移动,通过第二升降板上的连杆组件作用于第二移动板,进而使得第二移动板靠近或者远离电池,从而达到压紧电池的目的。
8、优选的,所述连杆组件包括设置于所述第二升降板上的第一连接杆、连接于所述第二移动板的第二连接杆,所述第一连接杆上设置有第二凸轮,所述第二连接杆形成有抵接于所述第二凸轮的导向斜面。进而当第二驱动器驱动第二移动板下降移动时,第二移动板上的第一连接杆的第二凸轮作用于第二连接杆的导向斜面,通过第二凸轮与导向斜面配合使得第二连接杆靠近电池方向移动,进而第二连接杆带动第二移动板朝向电池移动,使得第二移动板的第二夹块压紧于电池短边两侧。
9、优选的,所述安装座上设置有连接于第二移动板的弹性组件,所述弹性组件位于所述第二移动板远离电池的一侧。弹性组件一端与安装座固定连接,另一端连接于第二移动板,当第二驱动器驱动第二移动板上升移动时,通过弹性组件的弹力驱使第二移动板朝向远离电池的方向移动,进而使得第二夹块松开电池。
10、优选的,所述安装座设置有用于承载电池的承载板,所述第一夹持组件和第二夹持组件均设置有压力检测组件。通过承载板承载于电池,第一夹块和第二夹块夹持于承载板上的电池,压力检测组件的接触端穿置于第一夹块和第二夹块,进而第一夹块和第二夹块在压紧于电池时通过压力检测组件检测夹持压力,避免夹持力不足导致松动,或者夹持力过大导致电池损坏的问题。
11、与现有技术相比,本申请的有益效果是:本申请方案通过在安装座上滑动设置有第一夹持组件和第二夹持组件,第一驱动组件和第二驱动组件分别连接于第一夹持组件和第二夹持组件,进而将电池竖直放置在安装座上后,通过第一驱动组件驱动第一夹持组件预夹持电池的长边两侧,实现对电池的长边两侧面进行初步定位,再通过第二驱动组件驱动第二夹持组件夹紧于电池的短边两侧面,当第二夹持组件对电池短边夹紧后,第一驱动组件再加大夹持力驱使第一夹持组件完全夹紧电池的长边两面,进而实现先定位后夹紧,实现对承载板上的电池进行对中夹持,保证电池位置的对中定位的准确性,提高电池和顶盖焊接位置的准确性,从而提高焊接精度和焊接质量。
技术特征:
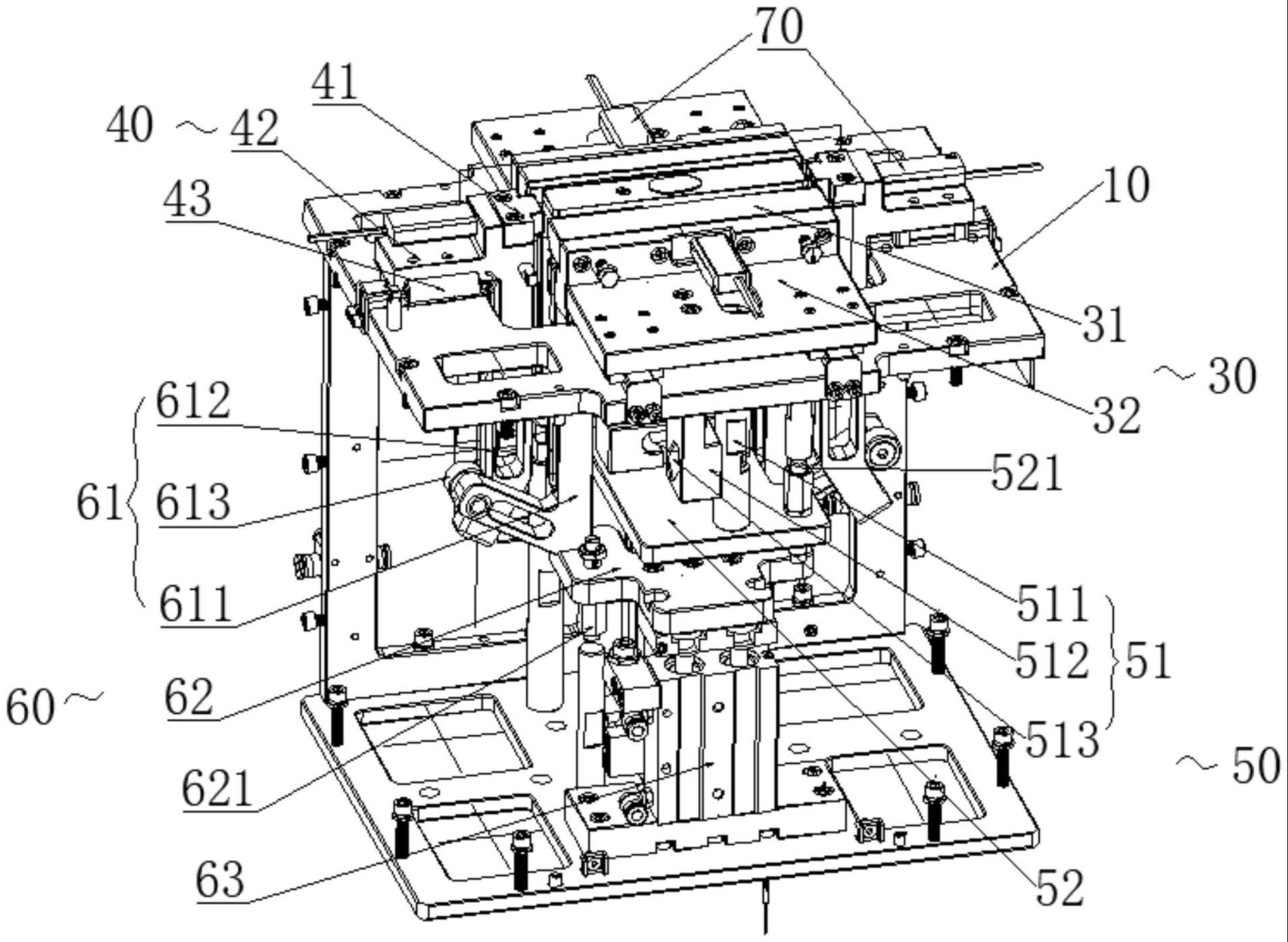
1.一种对中夹持治具,其特征在于:包括用于承载电池的安装座(10),在所述安装座(10)上位于电池长边的相对两侧滑动设置有第一夹持组件(30),在所述安装座(10)上位于电池短边的相对两侧设置有第二夹持组件(40),所述安装座(10)设置有分别连接于所述第一夹持组件(30)和第二夹持组件(40)的第一驱动组件(50)和第二驱动组件(60),所述第一驱动组件(50)和第二驱动组件(60)分别驱动所述第一夹持组件(30)和第二夹持组件(40)夹持于所述电池。
2.根据权利要求1所述的对中夹持治具,其特征在于:所述第一夹持组件(30)包括滑动设置在所述安装座(10)上的第一移动板(32),所述第一移动板(32)朝向电池的端面设置有第一夹块(31),所述第一移动板(32)连接于所述第一驱动组件(50)。
3.根据权利要求2所述的对中夹持治具,其特征在于:所述第一驱动组件(50)包括第一驱动器(53)、设置于所述第一驱动器(53)驱动端的第一升降板(52),所述第一升降板(52)上设置有连接于所述第一移动板(32)的连接组件(51)。
4.根据权利要求3所述的对中夹持治具,其特征在于:所述连接组件(51)包括设置于所述第一升降板(52)上的导杆(511)、以及连接于所述第一夹块(31)的导向块(512),所述导向块(512)开设有斜槽(513),所述导杆(511)设置有与所述斜槽(513)滚动配合的第一凸轮。
5.根据权利要求3所述的对中夹持治具,其特征在于:所述第一升降板(52)上设置有限位柱(521)。
6.根据权利要求1所述的对中夹持治具,其特征在于:所述第二夹持组件(40)包括滑动设置在所述安装座(10)上的第二移动板(42),所述第二移动板(42)朝向电池的端面设置有第二夹块(41),所述第二移动板(42)连接于所述第二驱动组件(60)。
7.根据权利要求6所述的对中夹持治具,其特征在于:所述第二驱动组件(60)包括第二驱动器(63)、设置于所述第二驱动器(63)驱动端的第二升降板(62),所述第二升降板(62)上设置有连接于所述第二移动板(42)的连杆组件(61)。
8.根据权利要求7所述的对中夹持治具,其特征在于:所述连杆组件(61)包括设置于所述第二升降板(62)上的第一连接杆(611)、连接于所述第二移动板(42)的第二连接杆(612),所述第一连接杆(611)上设置有第二凸轮(613),所述第二连接杆(612)形成有抵接于所述第二凸轮(613)的导向斜面。
9.根据权利要求6所述的对中夹持治具,其特征在于:所述安装座(10)上设置有连接于第二移动板(42)的弹性组件(43),所述弹性组件(43)位于所述第二移动板(42)远离电池的一侧。
10.根据权利要求1所述的对中夹持治具,其特征在于:所述安装座(10)设置有用于承载电池的承载板(20),所述第一夹持组件(30)和第二夹持组件(40)均设置有压力检测组件(70)。
技术总结
本申请涉及夹具技术领域,特别涉及一种对中夹持治具,包括安装座,在安装座上位于电池长边的相对两侧滑动设置有第一夹持组件,在安装座上位于电池短边的相对两侧设置有第二夹持组件,安装座设置有第一驱动组件和第二驱动组件,第一驱动组件和第二驱动组件分别驱动第一夹持组件和第二夹持组件夹持于电池。通过第一夹持组件实现对电池的长边两侧面进行初步定位,第二夹持组件夹紧于电池的短边两侧面,第一夹持组件再完全夹紧电池的长边两面,进而实现先定位后夹紧,实现对承载板上的电池进行对中夹持,保证电池位置的对中定位的准确性,提高电池和顶盖焊接位置的准确性,从而提高焊接精度和焊接质量。
技术研发人员:请求不公布姓名
受保护的技术使用者:广东舜元激光科技有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!