一种焊接设备及焊接生产线的制作方法
本技术涉及自动化焊接加工领域,尤其涉及一种焊接设备及焊接生产线。
背景技术:
1、在常规的自动化焊接生产线中,需要搬运机器人搭载专用抓手实现自动投料,投料完成后由若干数量的焊接机器人完成焊接工作。
2、考虑到节省设备投入及受到场地大小制约等因素,行业内通常使用一台机器人同时实现搬运投料及工位焊接的功能。此种方案需要机器人搭配换枪盘来实现工具(专用抓手、焊枪)的切换,并且需要增加工具存放装置。
3、使用时,机器人先通过换枪盘与专用抓手连接,利用专用抓手抓取工件并自动投料。投料完成后,机器人将专用抓手放回抓手存放装置,并与专用抓手脱开,然后通过换枪盘与焊枪存放装置上的焊枪连接,进而进行焊接作业。焊接完成后,机器人将焊枪放回焊枪存放装置,并与焊枪脱开,以便重新对接专用抓手。
4、在此过程中,机器人切换工具的时间会计入生产节拍,从而导致生产效率低。此外,抓手存放装置和焊枪存放装置占用空间大。
技术实现思路
1、为了解决现有技术中存在的问题,本实用新型的目的之一是提供一种焊接设备。
2、本实用新型提供如下技术方案:
3、一种焊接设备,包括机器人、抓手装置和夹具装置;
4、所述机器人的输出端设置有第一换枪盘;
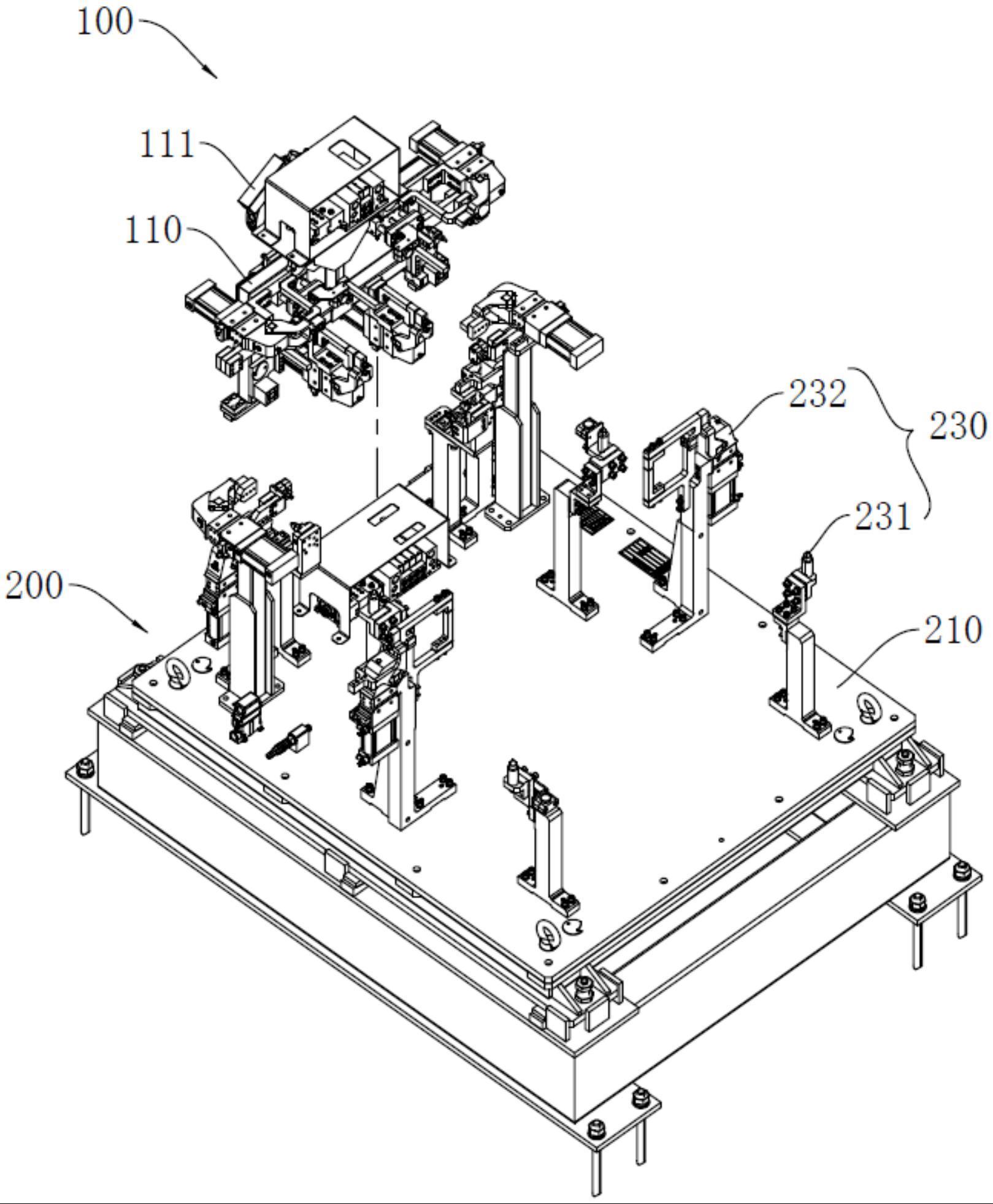
5、所述抓手装置包括抓手骨架和第一装夹机构,所述抓手骨架上设置有第二换枪盘和脱开开关,所述第二换枪盘与所述第一换枪盘可拆卸连接,所述脱开开关与所述机器人电连接,所述第一装夹机构设置于所述抓手骨架;
6、所述夹具装置包括对接机构和第二装夹机构,所述对接机构与所述抓手骨架可拆卸连接,所述对接机构上设置有脱开开关锁扣;
7、其中,所述第一换枪盘在所述脱开开关与所述脱开开关锁扣对接时与所述第二换枪盘脱开。
8、作为对所述焊接设备的进一步可选的方案,所述抓手骨架上设置有第一定位单元;
9、所述对接机构包括第一定位座、第一压紧件和第一压紧驱动件,所述第一定位座与所述第一定位单元抵接,所述第一压紧件位于所述第一定位单元背向所述第一定位座的一侧,所述第一压紧驱动件的驱动端与所述第一压紧件连接。
10、作为对所述焊接设备的进一步可选的方案,所述第一定位单元包括第一定位件和第二定位件,所述第一定位件与所述第一定位座抵接,所述第二定位件位于所述第一定位件与所述第一压紧件之间。
11、作为对所述焊接设备的进一步可选的方案,所述第一定位单元具有呈弧形设置的定位面,所述定位面与所述第一定位座抵接。
12、作为对所述焊接设备的进一步可选的方案,所述抓手骨架上还设置有第二定位单元;
13、所述对接机构还包括第二定位座、第二压紧件和第二压紧驱动件,所述第二定位座与所述第二定位单元抵接,所述第二压紧件位于所述第二定位单元背向所述第二定位座的一侧,所述第二压紧驱动件的驱动端与所述第二压紧件连接;
14、其中,所述第一定位座位于所述第一定位单元沿第一方向的一侧,所述第二定位座位于所述第二定位单元沿第二方向的一侧,且所述第一方向与所述第二方向垂直。
15、作为对所述焊接设备的进一步可选的方案,所述抓手骨架上还设置有销孔,所述对接机构还包括对接销,所述对接销与所述销孔插接配合。
16、作为对所述焊接设备的进一步可选的方案,所述对接机构还包括接近开关,所述接近开关与所述第一压紧驱动件电连接。
17、作为对所述焊接设备的进一步可选的方案,所述第一装夹机构包括第一定位销和第一夹持组件,所述第一夹持组件用于夹持工件的定位点。
18、作为对所述焊接设备的进一步可选的方案,所述第二装夹机构包括第二定位销和第二夹持组件,所述第二夹持组件用于夹持工件的定位点。
19、本实用新型的另一目的是提供一种焊接生产线。
20、本实用新型提供如下技术方案:
21、一种,包括上述焊接设备。
22、本实用新型的实施例具有如下有益效果:
23、上述焊接设备工作时,设置在机器人输出端的第一换枪盘先与抓手装置中的第二换枪盘连接,由机器人控制抓手装置移动至工件处,利用第一装夹机构将工件装夹固定,实现对工件的抓取。随后,机器人将抓手装置和工件一起转移至夹具装置处。夹具装置中的对接机构与抓手装置中的抓手骨架对接并固定连接,第二装夹机构则将工件装夹固定。此时,脱开开关与脱开开关锁扣对接,并传输信号至机器人,使第一换枪盘与第二换枪盘脱开。抓手装置与夹具装置共同完成工件的定位,机器人则另行拿取焊枪,开始焊接作业。焊接结束后,机器人将焊枪放回焊枪存放装置,并重新对接抓手装置,控制抓手装置复位,完成一个动作节拍的循环。在此过程中,抓手装置既能够实现自动投料,又能代替部分夹具装置实现焊接定位,无需单独设置抓手存放装置,减少占用空间,且放件动作与抓手脱开动作合并,能够提升节拍,提高生产效率。
24、为使本实用新型的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:
1.一种焊接设备,其特征在于,包括机器人、抓手装置和夹具装置;
2.根据权利要求1所述的焊接设备,其特征在于,所述抓手骨架上设置有第一定位单元;
3.根据权利要求2所述的焊接设备,其特征在于,所述第一定位单元包括第一定位件和第二定位件,所述第一定位件与所述第一定位座抵接,所述第二定位件位于所述第一定位件与所述第一压紧件之间。
4.根据权利要求2所述的焊接设备,其特征在于,所述第一定位单元具有呈弧形设置的定位面,所述定位面与所述第一定位座抵接。
5.根据权利要求2所述的焊接设备,其特征在于,所述抓手骨架上还设置有第二定位单元;
6.根据权利要求2-5中任一项所述的焊接设备,其特征在于,所述抓手骨架上还设置有销孔,所述对接机构还包括对接销,所述对接销与所述销孔插接配合。
7.根据权利要求2-5中任一项所述的焊接设备,其特征在于,所述对接机构还包括接近开关,所述接近开关与所述第一压紧驱动件电连接。
8.根据权利要求1-5中任一项所述的焊接设备,其特征在于,所述第一装夹机构包括第一定位销和第一夹持组件,所述第一夹持组件用于夹持工件的定位点。
9.根据权利要求1-5中任一项所述的焊接设备,其特征在于,所述第二装夹机构包括第二定位销和第二夹持组件,所述第二夹持组件用于夹持工件的定位点。
10.一种焊接生产线,其特征在于,包括如权利要求1-9中任一项所述的焊接设备。
技术总结
本技术提供一种焊接设备及焊接生产线。焊接设备包括机器人、抓手装置和夹具装置;机器人的输出端设置有第一换枪盘;抓手装置包括抓手骨架和第一装夹机构,抓手骨架上设置有第二换枪盘和脱开开关,第二换枪盘与第一换枪盘可拆卸连接,脱开开关与机器人电连接,第一装夹机构设置于抓手骨架;夹具装置包括对接机构和第二装夹机构,对接机构与抓手骨架可拆卸连接,对接机构上设置有脱开开关锁扣;其中,第一换枪盘在脱开开关与脱开开关锁扣对接时与第二换枪盘脱开。抓手装置既能够实现自动投料,又能代替部分夹具装置实现焊接定位,无需单独设置抓手存放装置,减少占用空间,且放件动作与抓手脱开动作合并,能够提升节拍,提高生产效率。
技术研发人员:高冰,孙振超,周子豪
受保护的技术使用者:武汉汉孚装备技术有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!