一种铰链生产连续模具的制作方法
本技术涉及铰链生产设备,尤其涉及一种铰链生产连续模具。
背景技术:
1、合页又名合叶,正式名称为铰链,是用来连接两个固体并允许两者之间做相对转动的机械装置。目前合页的主要结构包括两片合页套件,每片合页套件均包括连接板和铰接片,连接板和铰接片一体成型,铰接片经过弯曲形成铰接管,在两片合页套件的铰接管中同时穿入销轴,便可实现两片合页套件之间的铰接。
2、现有技术中加工铰接片都是采用多个单工位模具依次加工,先将铰接片弯曲后再将铰接片裹圆成形,才能将铰接片加工成铰接管,多个模具之间彼此独立,只有在一个加工环节完成后,才能开始下一个环节的加工,如果一个环节需要一个工人,那么就需要多个工人彼此配合,才可以完成整个铰接片的加工,这样不但效率低下,而且浪费人工。
技术实现思路
1、针对现有技术中所存在的不足,本实用新型提供了一种铰链生产连续模具,以解决了加工铰链时需要多副模具,导致效率低下的问题。
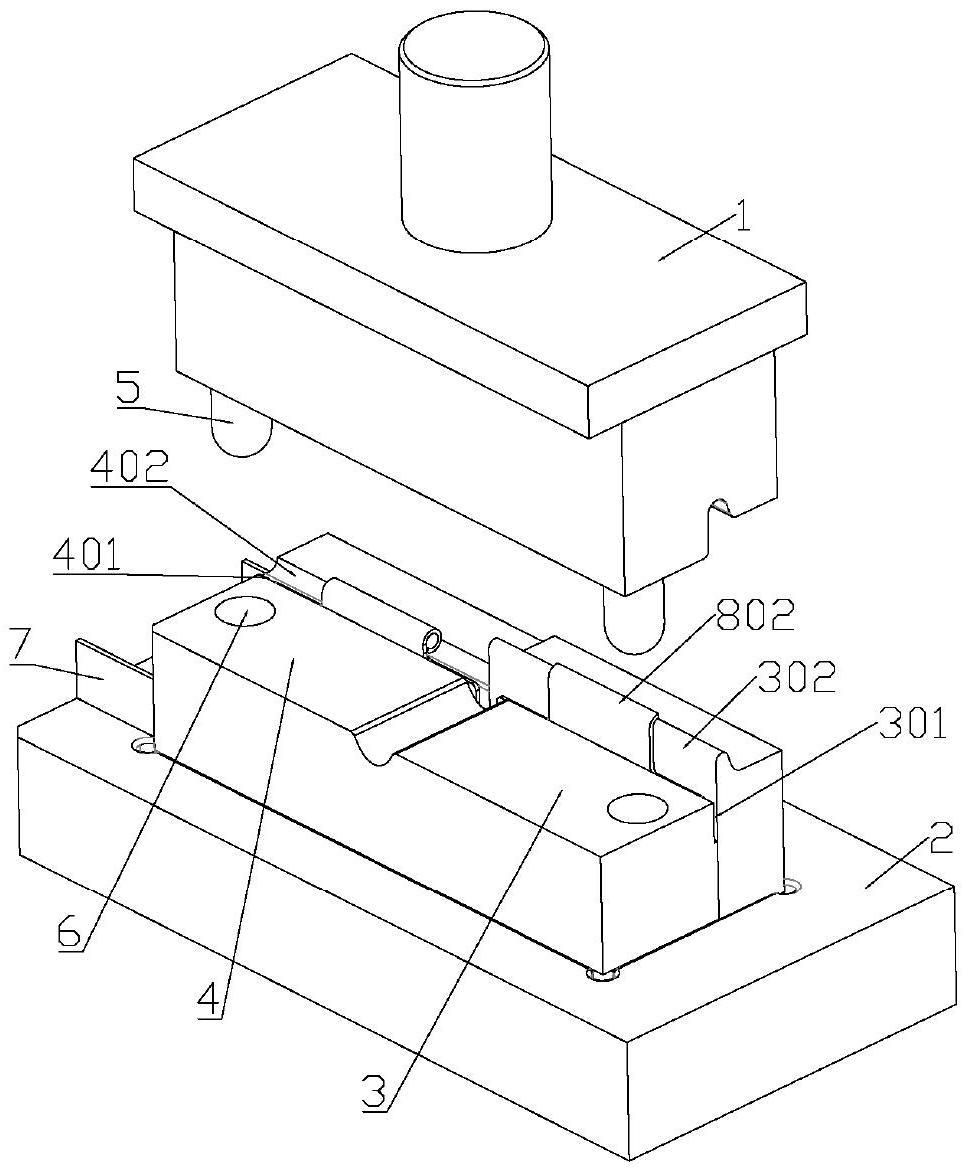
2、为了达到上述目的,本实用新型的基础方案如下:一种铰链生产连续模具,包括压力机、上底板、下底板和级进模,上底板和下底板均设置在压力机上,级进模设置在上底板和下底板之间,级进模包括第一加工部和第二加工部,第一加工部用于将铰接片弯曲,第二加工部用于将铰接片裹圆成型。
3、本实用新型的技术原理为:将未加工的铰链竖直放置在级进模的第一加工部之中,第一加工部对连接板进行限位,启动压力机,通过压力机使上底板和下底板之间的级进模将铰接片压制弯曲,再将连接板水平移动至第二加工部中,启动压力机,使铰接片被级进模裹圆成型。
4、相比于现有技术,本实用新型具有如下有益效果:通过级进模的第一加工部,将铰接片压制弯曲,再通过第二加工部将铰接片裹圆成型,通过一副模具对铰接片进行两次压制,即可将铰接片弯曲裹圆成型,不仅提高了工作效率,且节省了人工成本。
5、进一步,第一加工部和第二加工部均包括上模和下模,第一加工部的下模开有第一滑槽,第一滑槽用于将连接板限位,第一加工部的下模上固定安装有凸起,铰接片的侧壁可与凸起相抵。
6、有益效果:连接板竖直放置在第一滑槽内,通过第一滑槽将连接板进行限位,通过凸起,第一加工部的上模和下模可将铰接片压制弯曲。
7、进一步,第二加工部的下模上开有第二滑槽和弧形槽,第二滑槽用于将连接板限位,且第二滑槽与第一滑槽连通,第二弧形槽的侧壁可与铰接片远离连接板的一端相抵。
8、有益效果:铰链通过第一加工部加工后,压力机升起,向第一滑槽内水平放入未加工的铰链,未加工的铰链将第一滑槽内的铰链顶入第二滑槽内,压力机再次下压,通过弧形槽,铰接片弯曲后的端部与弧形槽的侧壁相抵,在压力机的作用下,铰接片弯曲的部分逐渐被第二加工部裹圆成型。
9、进一步,第一加工部和第二加工部的上模均固定安装有竖直设置的导柱,第一加工部和第二加工部的下模上均开有导孔,导柱可滑动连接在导孔内。
10、有益效果:通过导柱和导孔能够引导第一加工部和第二加工部的上下模以正确的位置对合。
11、进一步,导柱靠近下底板的一端为球形。
12、有益效果:通过球形的设置能够使导致更容易进入导孔。
13、进一步,还包括收纳盒,收纳盒水平固定安装在下底板上,且收纳盒的侧壁与第二加工部下模的侧壁相抵,收纳盒用于收纳被弯曲裹圆成型的铰链。
14、有益效果:通过收纳盒可收纳被弯曲裹圆成型的铰链,避免铰链的散乱。
技术特征:
1.一种铰链生产连续模具,包括压力机、上底板和下底板,上底板和下底板均设置在压力机上,其特征在于:还包括级进模,所述级进模设置在上底板和下底板之间,级进模包括第一加工部和第二加工部,第一加工部用于将铰接片弯曲,第二加工部用于将铰接片裹圆成型。
2.如权利要求1所述的一种铰链生产连续模具,其特征在于:所述第一加工部和第二加工部均包括上模和下模,第一加工部的下模开有第一滑槽,所述第一滑槽用于将连接板限位,第一加工部的下模上固定安装有凸起,铰接片的侧壁可与凸起相抵。
3.如权利要求2所述的一种铰链生产连续模具,其特征在于:所述第二加工部的下模上开有第二滑槽和弧形槽,第二滑槽用于将连接板限位,且第二滑槽与第一滑槽连通,所述弧形槽的侧壁可与铰接片远离连接板的一端相抵。
4.如权利要求3所述的一种铰链生产连续模具,其特征在于:所述第一加工部和第二加工部的上模均固定安装有竖直设置的导柱,所述第一加工部和第二加工部的下模上均开有导孔,所述导柱可滑动连接在导孔内。
5.如权利要求4所述的一种铰链生产连续模具,其特征在于:所述导柱靠近下底板的一端为球形。
6.如权利要求5所述的一种铰链生产连续模具,其特征在于:还包括收纳盒,所述收纳盒水平固定安装在下底板上,且收纳盒的侧壁与第二加工部下模的侧壁相抵,收纳盒用于收纳被弯曲裹圆成型的铰链。
技术总结
本技术涉及铰链生产设备技术领域,具体公开了一种铰链生产连续模具,包括压力机、上底板、下底板和级进模,上底板和下底板均设置在压力机上,级进模设置在上底板和下底板之间,级进模包括第一加工部和第二加工部,第一加工部用于将铰接片弯曲,第二加工部用于将铰接片裹圆成型。本方案通过级进模的第一加工部,将铰接片压制弯曲,再通过第二加工部将铰接片裹圆成型,通过一副模具对铰接片进行两次压制,即可将铰接片弯曲裹圆成型,不仅提高了工作效率,且节省了人工成本。
技术研发人员:王刚
受保护的技术使用者:重庆市皓峰模具有限公司
技术研发日:20230531
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!