一种集装箱侧板生产线的制作方法
本技术涉及集装箱生产,尤其涉及一种集装箱侧板生产线。
背景技术:
1、随着全球运输业的不断发展,作为货物运输中的重要工具的集装箱,也得到了飞速的发展,通用的集装箱由顶板、底架、前墙板、后门端、一对侧板和用于支撑集装箱框架的角柱组成。其中侧板是由多个具有波纹形的板材拼焊而成,形成一块尺寸较长长的整板,再将一根与整板长度相当的方管焊接在侧板的长边,形成最终的侧板,由于一个集装箱需要两块侧板,侧板需要多个板材拼焊,因此在整个集装箱生产中,侧板生产线所需工时最多,是影响整个集装箱生产效率的关键工序。
2、传统的集装箱侧板生产线首先需要人工将单张板材并排放置在输送机上,由输送机运至焊接台,采用人工依次进行侧板拼焊、方管焊接并进行存储,由于侧板组装成集装箱时是竖直状态,在存储的时候还需要人工翻转,整个生产线运转下来需要投入大量的人工,效率低且成本大,并且由于侧板需要多块板材拼接,为了不影响后道工序,同一个产线需要平行布置多个输送机和侧板拼焊台,再统一流转至方管焊接台,产线占地空间大。
技术实现思路
1、本实用新型的目的是针对现有技术的不足之处而提出一种集装箱侧板生产线,显著降低人工投入,节约成本的同时提高生产效率,同时减少占地空间。
2、实现本实用新型目的技术方案是:
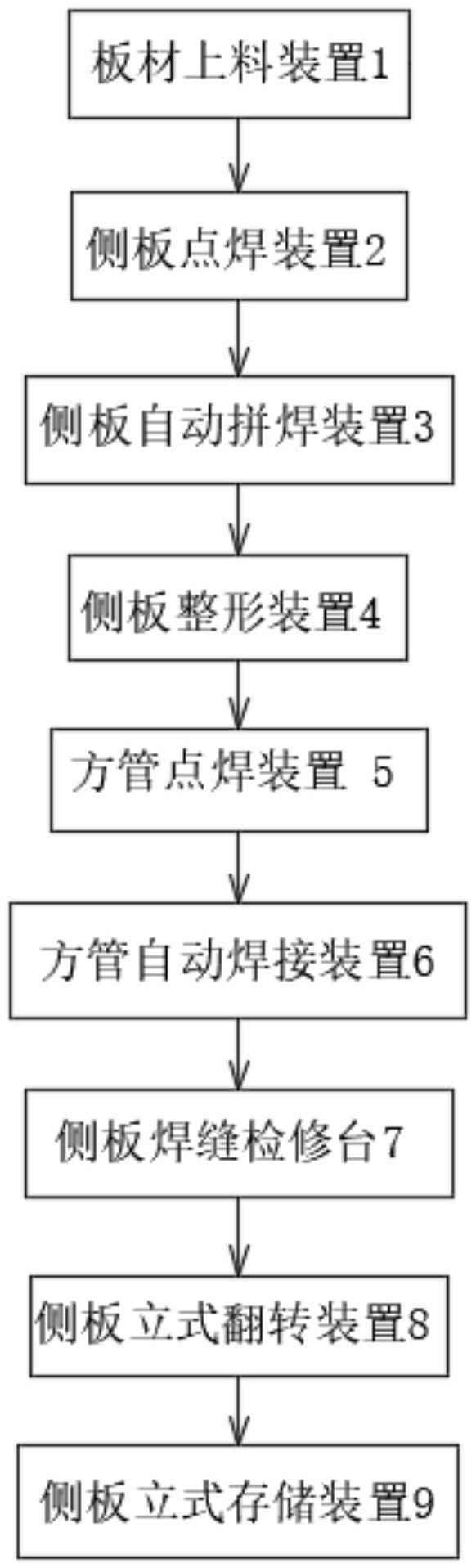
3、一种集装箱侧板生产线,包括通过输送机相连且沿输送方向依次设置的板材上料装置、侧板点焊装置、侧板自动焊接装置、侧板整形装置、方管点焊装置、方管自动焊接装置、侧板焊缝检修台、侧板立式翻转装置和侧板立式存储装置;
4、所述板材上料装置包括板材存料台,由多个沿输送方向排列设置的板材放料台组成的板材铺料台以及沿输送方向可移动地设于板材存料台和板材铺料台之间并适于将板材存料台上的板材垛移至板材放料台上的板材升降移动台,所述板材铺料台的上方架设有用于将板材铺料台上的板材移至输送机上的板材吸料台。
5、进一步地,所述侧板点焊装置和侧板自动焊接装置形成侧板焊接台,所述侧板焊接台至少设有两个。
6、进一步地,所述侧板点焊装置包括架设在输送机上方的侧板点焊机以及沿输送方向对称设于输送机下方两侧的多个升降台,所述升降台适于将输送机上的板材向上顶起。
7、进一步地,所述侧板自动焊接装置包括沿输送方向排列设置的多个操作台,所述操作台上可升降地安装有压紧台,所述压紧台的上方架设有沿压紧台长度方向可移动设置的拼板焊接机器人,所述压紧台包括平行间隔设置的两根压紧梁,形成供拼板焊接机器人伸入的焊接槽,所述压紧梁的底部固定设有压板,所述压板远离焊接槽的一侧沿长度方向间隔固定有多个压块,所述压块靠近焊接槽的一侧转动安装有向下延伸至焊接槽的弧形压脚,所述弧形压脚与压板之间连接有弹簧。
8、进一步地,所述侧板整形装置包括沿传输方向排列设置的多个第一机架,所述第一机架上安装有可升降的且分别位于输送机上方和下方的侧板整形机构和侧板定位机构,所述侧板定位机构沿输送方向对称设于输送机的两侧,所述侧板整形机构设于两个侧板定位机构的正上方之间。
9、进一步地,所述方管点焊装置包括架设在输送机上方的方管上料机以及平行于输送机输送方向分别设置在输送机两侧的侧板定位台和侧板推动台,所述侧板定位台的侧边设有方管点焊机,所述方管上料机的出料口正对侧板定位台,所述侧板定位台包括第二机架以及安装在第二机架上的多个第一限位组件、第二限位组件和顶升机构,所述第一限位组件正对输送机,所述第二限位组件位于第一限位组件的上方,所述顶升机构位于第二限位组件的下方并用于推动侧板和方管靠近第二限位组件,所述侧板推动台适于推动侧板并带动方管靠近第一限位组件。
10、进一步地,所述方管自动焊接装置包括第一翻转台以及沿输送机输送方向滑动设置在输送机一侧的多个方管焊接机器人,所述第一翻转台包括固定设置在输送机下方的第三机架以及转动安装在第三机架顶部靠近方管焊接机器人一侧的夹持台,所述夹持台的夹持面与输送机的输送面相平齐,所述第三机架的底部固定设有第一安装座,所述第一安装座上铰接有第一液压缸,所述第一液压缸的活塞杆端部与夹持台的底部相铰接。
11、进一步地,所述侧板立式翻转装置包括第二翻转台以及固定安装在输送机一侧的第一背架,所述第一背架的顶部沿输送方向排列设有第一送料辊,所述第二翻转台包括固定设置在输送机下方的第四机架,所述第四机架靠近第一背架的一侧转动安装有第一底架,所述第一底架靠近第一背架的一侧垂直安装有与输送机输送方向相同的第一侧板输送辊台,所述第四机架的底部固定设有第二安装座,所述第二安装座上铰接有第二液压缸,所述第二液压缸的活塞杆端部与第一底架相铰接。
12、进一步地,所述侧板立式存储装置包括第二底架以及分别固定设于第二底架两端的侧板存料台和第二侧板输送辊台,所述第二侧板输送辊台的上方设有可沿底架宽度方向移动的第五机架,所述第五机架靠近侧板存料台的一侧为倾斜面,所述第五机架的下部沿长度方向固定设有多个第一气缸,所述第一气缸的活塞杆端部延伸至第二侧板输送辊台的下方并固定安装有垂直于所述倾斜面的托钩,所述第五机架的中部固定安装有连接板,所述连接板的另一端铰接有第二气缸,所述第二气缸的活塞杆端部铰接有呈“ㄑ”型的连接杆,所述连接杆的中部与第五机架相铰接,另一端延伸至第五机架的上部并转动安装有滚轮。
13、采用了上述技术方案,本实用新型具有以下的有益效果:
14、(1)本实用新型通过设置由板材存料台、板材铺料台、板材升降移动台和板材吸料台组成的板材上料装置替代由多条输送机进行上料的传统模式,并通过侧板点焊装置和侧板自动焊接装置相组合以及方管点焊装置和方管自动焊接装置相组合的方式替代人工拼焊,实现侧板生产线的半自动化生产,减小人工投入的同时有效缩短的产线,既提高了生产效率又减小了占地空间,同时设有侧板立式翻转装置和侧板立式存储装置,对焊接完成后的侧板进行自动翻转,实现立式存储,可直接吊运至总装线进行集装箱组装,便于流转。
15、(2)本实用新型的侧板焊接台至少设有两个,提高制约整个侧板生产线的生产效率的侧板拼焊效率,有效提高整个生产效率。
16、(3)本实用新型侧板点焊装置的电焊台吊装在输送机的上方,方便工人操作,并通过升降台将板材向上顶起,使板材能够离开输送机,避免人工点焊时,高温损伤输送机。
17、(4)本实用新型的压紧台底部转动设有与压板弹性连接的弧形压脚,当弧形压脚的底部与侧板接触时,若落在凸面板上,继续下压,弧形压脚可向上翻转,从而进行一个微调,落在凹面板上,从而保证弧形压脚的底部均与侧板的凹面完全接触,不会将侧板压变形,再通过拼板焊接机器伸入到焊接槽中对点焊后的侧板进行自动焊接,实现拼板自动焊的同时能够有效保护侧板。
18、(5)本实用新型通过对称设于输送方向两侧的侧板定位机构对侧板的位置进行限定,从而保证侧板整形机构在下压时能够落在侧板定位机构所限定的侧板位置上,避免将侧板原有的表面压坏,从而对拼焊完成的侧板进行表面自动整形,避免侧板变形严重,影响后道工序的加工及成品的外观。
19、(6)本实用新型方管点焊装置通过顶升机构和侧板推动台分别将传送来的侧板和方管推至紧靠第二限位组件和第一限位组件,实现自动定位,降低对操作工人的定位技能要求,并通过方管点焊机进行人工点焊,同时方管点焊机架设在输送机上方,节约生产线占地空间。
20、(7)本实用新型方管自动焊接装置通过第一液压缸驱动夹持台实现从水平状态翻转至竖直状态,使得侧板与方管的波浪形焊缝从背对方管焊接机器人的一侧旋转至上侧,完全暴露出来,从而实现自动焊接。
21、(8)本实用新型侧板立式翻转装置通过第二液压缸驱动第一底架翻转,从而实现第一侧板输送辊台翻转成水平状态,并带动侧板从水平状态翻转成竖直状态并靠向第二背架,由侧板输送辊台带动侧板输送到侧板立式存储装置。
22、(9)本实用新型侧板立式存储装置通过第一气缸驱动托钩升起,从而将第二侧板输送辊台上的侧板抬起并跟随第五机架移动至侧板存料台,再由第二气缸驱动连接杆转动,从而带动滚轮敲击侧板的上部,使侧板靠向侧板存料台,从而实现自动立式存储。
- 还没有人留言评论。精彩留言会获得点赞!