用于加工鱼线轮的刹车扳手的夹具的制作方法
本技术涉及一种夹具,具体指一种用于加工鱼线轮的刹车扳手的夹具。
背景技术:
1、为了防止鱼上钩后拉着鱼线跑,一般在鱼线轮的相应轴上安装有刹车机构,同时在轴上还设置有能轴向按压该刹车机构的刹车片组的操作件,该操作件在鼓式鱼线轮中即为刹车扳手。在需要调节刹车力时,旋转该刹车扳手,将力轴向传递到刹车片上,刹车片受压后,使线轮绕轴(线轮轴)的摩擦力增大,从而达到刹车的目的。
2、现有的上述刹车扳手的主体通常设计成条状体,两端分别开有安装孔,称之为第一安装孔和第二安装孔,并且在第一安装孔的外侧的局部边沿上还设有齿。成型后,需要对该主体表面进行精加工。为此,就要用到夹具。目前该夹具包括有底板1’、固定在底板上的带有凹槽的定位座2’和将待加工的刹车扳手10压紧在定位座2’的凹槽内的压紧机构,请参见图5,其中压紧机构的结构已呈现多样化,有采用气缸或液压缸或机械方式进行压紧,图5中则采用上、下移动的活动座4’推动压块3’水平移动,来实现刹车扳手的侧向压紧。并且为了提高加工效率,上述底板上设计有两个定位座2’,活动座4’位于两个定位座2’之间,活动座4’的两侧与对应侧的压块3’之间为斜面配合,活动座4’在气缸或液压缸的驱动下,上下移动,当活动座4’向上移动时,可以同时拉动两个压块3’相对靠拢,而解除对相应刹车扳手的夹持;反之,当活动座4’向下移动时,驱动两个压块3’相互远离,将刹车扳手侧向压紧在各自定位座的定位槽内。采用这样的夹具结构,虽也能实现刹车扳手的精加工,但在加工过程中,由于刹车扳手的第一安装孔的外侧具有齿,这种侧向压持的方式,会存在损坏齿的可能性,并且还存在着压持不稳的现象,而在一定程度上影响精加工的精度。
技术实现思路
1、本实用新型要解决的技术问题是针对现有技术的现状,提供一种定位稳定且有助于提高加工精度的用于加工鱼线轮的刹车扳手的夹具。
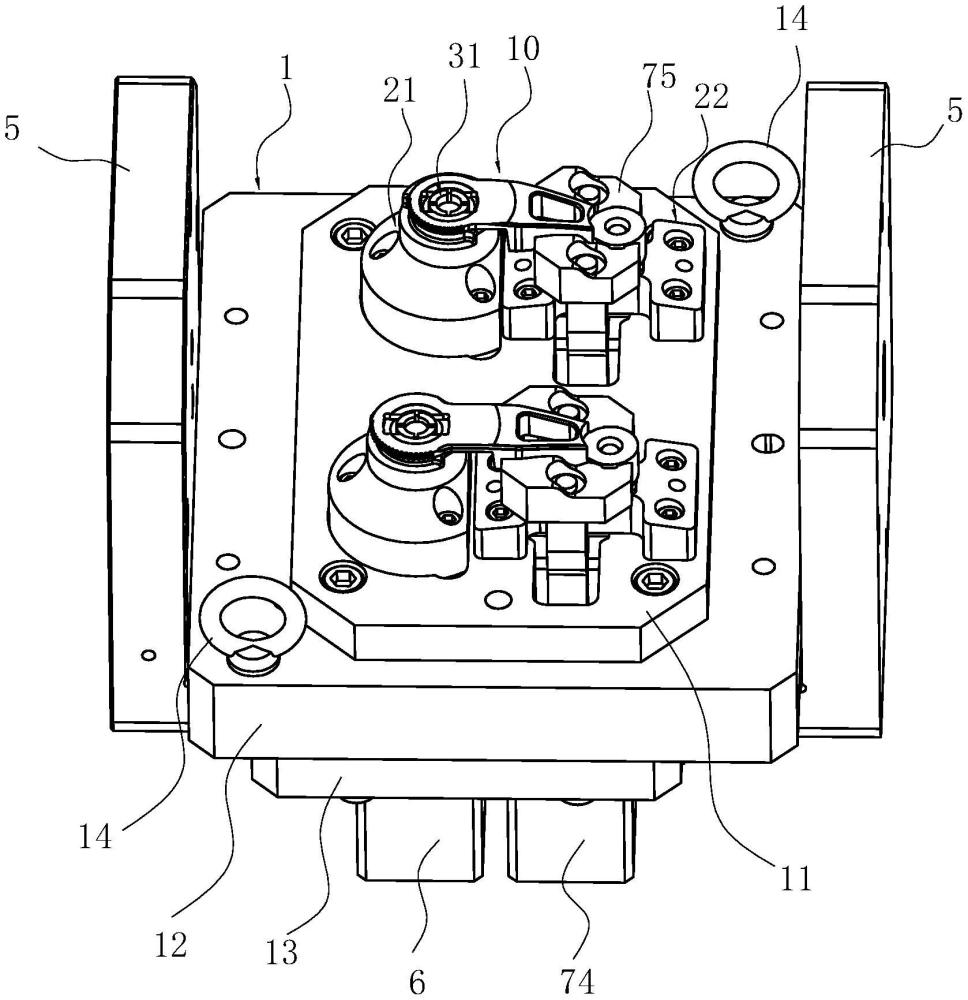
2、本实用新型解决上述技术问题所采用的技术方案为:一种用于加工鱼线轮的刹车扳手的夹具,包括有底板、固定在底板上用来支撑待加工刹车扳手的定位座和用来夹持待加工刹车扳手的夹紧机构,其特征在于:所述定位座包括有第一定位座和第二定位座,所述第一定位座上设有上下贯穿的通孔,在该通孔中设有上端部外露于该通孔的定位管和插置在该定位管内的移动杆,且该定位管的上端设计成能插入到待加工刹车扳手上的第一安装孔中且在外力作用下能径向张开的膨胀头;所述移动杆的下端与第一驱动件相连而能上下移动,所述移动杆的上端具有与所述膨胀头相配合的头部,该移动杆能移动至其头部作用于膨胀头而使膨胀头张开后紧抵于第一安装孔的内壁的第一位置以及解除对膨胀头的作用而使膨胀头复位的第二位置;同时在所述第二定位座上设计有能插入到待加工刹车扳手上的第二安装孔中的定位柱;所述夹紧机构邻近于该第二定位座,用来侧向夹持第二安装孔处的待加工刹车扳手的侧边沿。
3、在上述方案中,进一步改进的是,所述第一定位座的边沿上设有避让待加工刹车扳手上的齿的缺口,以在加工过程中不影响该齿。
4、在上述各方案中,进一步优选的是,所述的夹紧机构包括有中部与第二驱动件的输出端相固定而能上下移动的第一连杆、分别左右对称地位于第一连杆上方的两根第二连杆和两根第三连杆,其中两根第二连杆的下端分别铰接于第一连杆的两端上,两根第二连杆的上端分别与对应的第三连杆的下端相铰接,两根所述第三连杆的上端与各自的夹持块相连接,该两根第三连杆的中部通过同一销轴铰接于所述底板上,各所述夹持块分别对应于待加工刹车扳手的第二安装孔处的侧边沿。利用连杆结构,可以使得夹持灵活、省力,且易于实施。
5、为了使得夹持起来更加平稳,较好的是,各所述夹持块在朝向待加工刹车扳手的表面上设有凹部,以减小接触面积,避免出现压伤待加工刹车扳手表面的现象。
6、为了组装方便,更进一步改进的,所述第二定位座的中部两侧均设有上下方向延伸的凹槽,所述定位柱位于该两个凹槽之间的第二定位座上,两根所述第三连杆能分别穿过对应侧的凹槽。
7、为了更易于实施,较好的是,两根所述第三连杆的中部分别相对延伸出能相互贴合的连接部,各连接部上开有供所述销轴穿过的轴孔,所述底板上固定有两个能支撑所述销轴的支撑座。
8、与现有技术相比,由于本实用新型针对待加工刹车扳手上的第一、第二安装孔,巧妙地设置了能插入到第一安装孔的膨胀头和能插入到第二安装孔中的定位柱,同时利用第一驱动件驱动移动杆,以使膨胀头涨紧于第一安装孔内,借助于夹紧机构限位第二安装孔处的待加工刹车扳手,显然通过本夹具,可以牢固地将待加工刹车扳手压紧在定位座上,并且由于仅施力于第一安装孔的内壁和第二安装孔处的侧边沿上,不影响第一安装孔处的外边沿上的齿,因而能有利地保证齿的啮合性能,且这种装夹方式,还有助于提高加工效率和加工质量。
技术特征:
1.一种用于加工鱼线轮的刹车扳手的夹具,包括有底板、固定在底板上用来支撑待加工刹车扳手的定位座和用来夹持待加工刹车扳手的夹紧机构,其特征在于:所述定位座包括有第一定位座和第二定位座,所述第一定位座上设有上下贯穿的通孔,在该通孔中设有上端部外露于该通孔的定位管和插置在该定位管内的移动杆,且该定位管的上端设计成能插入到待加工刹车扳手上的第一安装孔中且在外力作用下能径向张开的膨胀头;所述移动杆的下端与第一驱动件相连而能上下移动,所述移动杆的上端具有与所述膨胀头相配合的头部,该移动杆能移动至其头部作用于膨胀头而使膨胀头张开后紧抵于第一安装孔的内壁的第一位置以及解除对膨胀头的作用而使膨胀头复位的第二位置;同时在所述第二定位座上设计有能插入到待加工刹车扳手上的第二安装孔中的定位柱;所述夹紧机构邻近于该第二定位座,用来侧向夹持第二安装孔处的待加工刹车扳手的侧边沿。
2.根据权利要求1所述的夹具,其特征在于:所述第一定位座的边沿上设有避让待加工刹车扳手上的齿的缺口。
3.根据权利要求1或2所述的夹具,其特征在于:所述的夹紧机构包括有中部与第二驱动件的输出端相固定而能上下移动的第一连杆、分别左右对称地位于第一连杆上方的两根第二连杆和两根第三连杆,其中两根第二连杆的下端分别铰接于第一连杆的两端上,两根第二连杆的上端分别与对应的第三连杆的下端相铰接,两根所述第三连杆的上端与各自的夹持块相固定,该两根第三连杆的中部通过同一销轴铰接于所述底板上,各所述夹持块分别对应于待加工刹车扳手的第二安装孔处的侧边沿。
4.根据权利要求3所述的夹具,其特征在于:各所述夹持块在朝向待加工刹车扳手的表面上设有凹部。
5.根据权利要求3所述的夹具,其特征在于:所述第二定位座的中部两侧均设有上下方向延伸的凹槽,所述定位柱位于该两个凹槽之间的第二定位座上,两根所述第三连杆能分别穿过对应侧的凹槽。
6.根据权利要求3所述的夹具,其特征在于:两根所述第三连杆的中部分别相对延伸出能相互贴合的连接部,各连接部上开有供所述销轴穿过的轴孔,所述底板上固定有两个能支撑所述销轴的支撑座。
技术总结
本技术涉及一种用于加工鱼线轮的刹车扳手的夹具,包括底板、定位座和夹紧机构,所述定位座包括有第一、第二定位座,第一定位座上设有上下贯穿的通孔,在该通孔中设有上端部外露于该通孔的定位管和插置在该定位管内的移动杆,且该定位管的上端设计成能插入到待加工刹车扳手上的第一安装孔中且在外力作用下能径向张开的膨胀头;所述移动杆的下端与第一驱动件相连而能上下移动,所述移动杆的上端具有与所述膨胀头相配合的头部;同时在第二定位座上设计有能插入到待加工刹车扳手上的第二安装孔中的定位柱;夹紧机构邻近于该第二定位座,用来侧向夹持第二安装孔处的待加工刹车扳手的侧边沿。采用这样的夹具,定位稳定,并能有助于提高加工精度。
技术研发人员:贺小波,刘梦南,刘峰
受保护的技术使用者:宁波海伯集团有限公司
技术研发日:20230606
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!