可提高大输液PP吊环一体浇口模仁加工效率的装置的制作方法
本技术涉及模具加工,特别涉及一种可提高大输液pp吊环一体浇口模仁加工效率的装置。
背景技术:
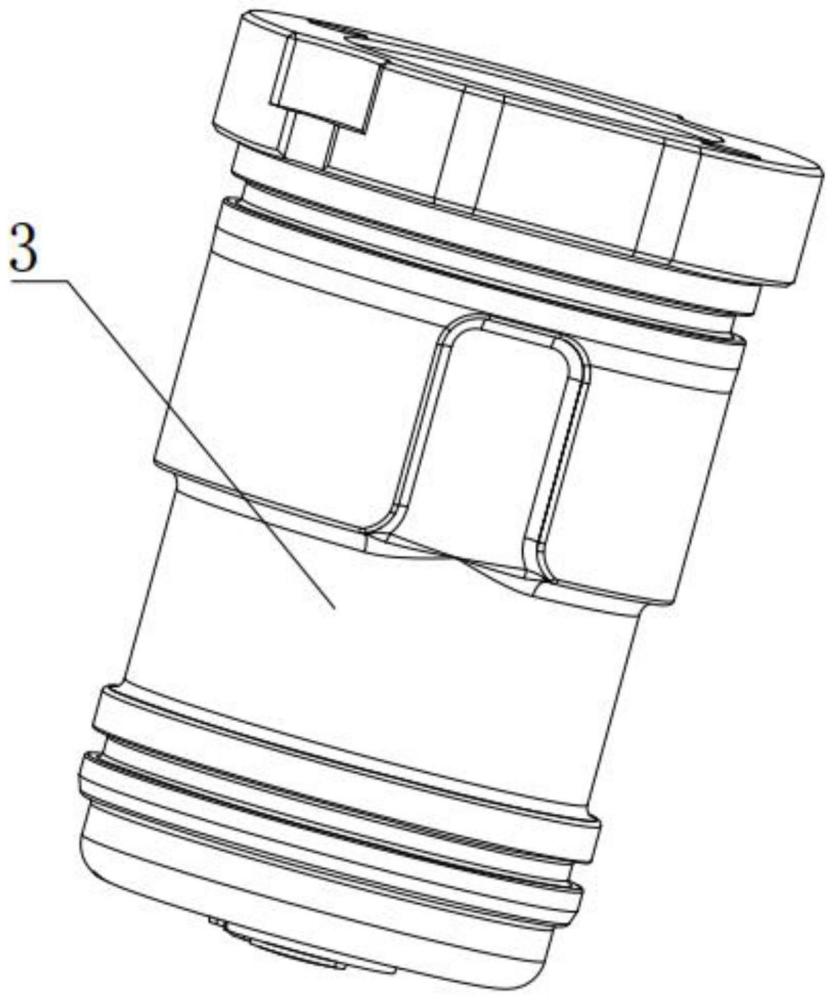
1、浇口模仁零件是成型吊环一体模具的关键成型件如图1所示,其中浇口模仁成型复杂,且浇口模仁与扁位水槽、浇口模仁与成型环装的起始位置要求较高。
2、因而,浇口模仁实际生产加工过程采用的是四周轴加工,旋转翻面保证位置度及加工精度。但是开粗使用四轴,设备利用率低,成本高;且四轴加工完后,需要转序加工底面洛氏孔及压板位,效率也不高。如果单纯用三轴加工需要翻面4次,且重复定位精度难以控制,合格率较差,且效率非常低下。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种可提高大输液pp吊环一体浇口模仁加工效率的装置,通过设置模仁夹具及旋转驱动件仅需三轴机床即可实现四轴加工功能,加工过程浇口模仁可实现快速装夹,缩短了浇口模仁装夹时间,效率是单件翻面加工的8倍,且通过本装置加工固定浇口模仁位置精度高,加工过程人员需求少,可满足自动化加工需要,成品合格率高。
2、本实用新型的目的是通过以下技术方案来实现的:
3、可提高大输液pp吊环一体浇口模仁加工效率的装置,包括模仁夹具和转动驱动件;所述模仁夹具与所述转动驱动件相连接;
4、所述模仁夹具用于固定浇口模仁,并露出浇口模仁的多个待加工面;
5、所述转动驱动件用于带动模仁夹具转动翻面,模仁夹具转动时依次使多个待加工面位于加工位置。
6、进一步地,所述模仁夹具为方形结构,所述模仁夹具上设有至少一个用于容纳浇口模仁的模仁固定腔,所述模仁夹具上设有用于配合模仁固定腔对浇口模仁进行固定的快速固定件;
7、所述模仁夹具的一端设有连接轴,所述连接轴与所述转动驱动件的输出端相连接;所述模仁夹具的顶端设有成型环加工槽,模仁夹具的底端设有螺钉孔及压板加工槽,所述模仁夹具的一相对侧面上设有水槽加工槽。
8、进一步地,所述快速固定件包括转动压板,所述转动压板与所述模仁夹具转动连接。
9、进一步地,所述模仁固定腔有四个。
10、进一步地,所述成型环加工槽尺寸大于所述螺钉孔及压板加工槽的尺寸。
11、进一步地,所述转动驱动件为旋转伺服电机。
12、本实用新型的有益效果是:
13、本实用新型通过设置模仁夹具及旋转驱动件仅需三轴机床即可实现四轴加工功能,加工过程浇口模仁可实现快速装夹,缩短了浇口模仁装夹时间,效率是单件翻面加工的8倍,且通过本装置加工固定浇口模仁位置精度高,加工过程人员需求少,可满足自动化加工需要,成品合格率高。
技术特征:
1.可提高大输液pp吊环一体浇口模仁加工效率的装置,其特征在于:包括模仁夹具和转动驱动件;所述模仁夹具与所述转动驱动件相连接;
2.根据权利要求1所述可提高大输液pp吊环一体浇口模仁加工效率的装置,其特征在于:所述模仁夹具为方形结构,所述模仁夹具上设有至少一个用于容纳浇口模仁的模仁固定腔,所述模仁夹具上设有用于配合模仁固定腔对浇口模仁进行固定的快速固定件;
3.根据权利要求2所述可提高大输液pp吊环一体浇口模仁加工效率的装置,其特征在于:所述快速固定件包括转动压板,所述转动压板与所述模仁夹具转动连接。
4.根据权利要求3所述可提高大输液pp吊环一体浇口模仁加工效率的装置,其特征在于:所述模仁固定腔有四个。
5.根据权利要求2所述可提高大输液pp吊环一体浇口模仁加工效率的装置,其特征在于:所述成型环加工槽尺寸大于所述螺钉孔及压板加工槽的尺寸。
6.根据权利要求1-5任一项所述可提高大输液pp吊环一体浇口模仁加工效率的装置,其特征在于:所述转动驱动件为旋转伺服电机。
技术总结
本技术公开了一种可提高大输液PP吊环一体浇口模仁加工效率的装置,包括模仁夹具和转动驱动件;所述模仁夹具与所述转动驱动件相连接;所述模仁夹具用于固定浇口模仁,并露出浇口模仁的多个待加工面;所述转动驱动件用于带动模仁夹具转动翻面,模仁夹具转动时依次使多个待加工面位于加工位置。本技术通过设置模仁夹具及旋转驱动件仅需三轴机床即可实现四轴加工功能,加工过程浇口模仁可实现快速装夹,缩短了浇口模仁装夹时间,效率是单件翻面加工的8倍,且通过本装置加工固定浇口模仁位置精度高,加工过程人员需求少,可满足自动化加工需要,成品合格率高。
技术研发人员:田佳伟,赵东,郑祥勇
受保护的技术使用者:成都市联余精密机械有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!