一种板簧冲压钻孔全自动生产线的制作方法
本技术属于板簧加工,具体涉及一种板簧冲压钻孔全自动生产线。
背景技术:
1、汽车板簧是汽车悬架系统中最传统的弹性元件,具有可靠性好、结构简单、制造工艺流程短、成本低而且结构能大大简化等优点。汽车板簧是由多片不等长和等曲率的钢板叠合而成,汽车板簧在安装过程中需要对其进行冲孔,冲孔前需对钢板进行物料搬运、高温加热等操作,目前传统的加工方式为通过人工等方式来完成多道独立工序,此操作过程较为繁琐、生产效率低。例如中国专利局2017.02.08公开的一种名为《一种板簧下料冲孔生产线》,公告号为cn205926916u,上述实用新型公开了一种板簧下料冲孔生产线,包括下料机和冲孔机,其特征在于:生产线还包括传送架且下料机和冲孔机嵌入式安装在传送架内,在位于所述下料机的左侧的传送架上依次设有第一压辊组、第二压辊组和第三压辊组,在位于下料机和冲孔机之间的传送架上设有第四压辊组,在位于冲孔机右侧的传送架上依次设有第五压辊组、第六压辊组和第七压辊组,所述第一电机、第二电机、第三电机和第四电机能正转和反转,生产线还包括控制器且控制器与下料机、冲孔机、第一电机、第二电机、第三电机、第四电机和第五电机连接。上述技术仅实现自动冲孔操作,同样存在生产效率低的问题。
技术实现思路
1、本实用新型的目的在于提供一种板簧冲压钻孔全自动生产线,通过设置上料输送机构、第一链式输送机、第二链式输送机及第三链式输送机、高温加热装置、冲孔机等装置以提高生产效率,节省劳动成本。
2、本实用新型解决其技术问题所采用的方案是:
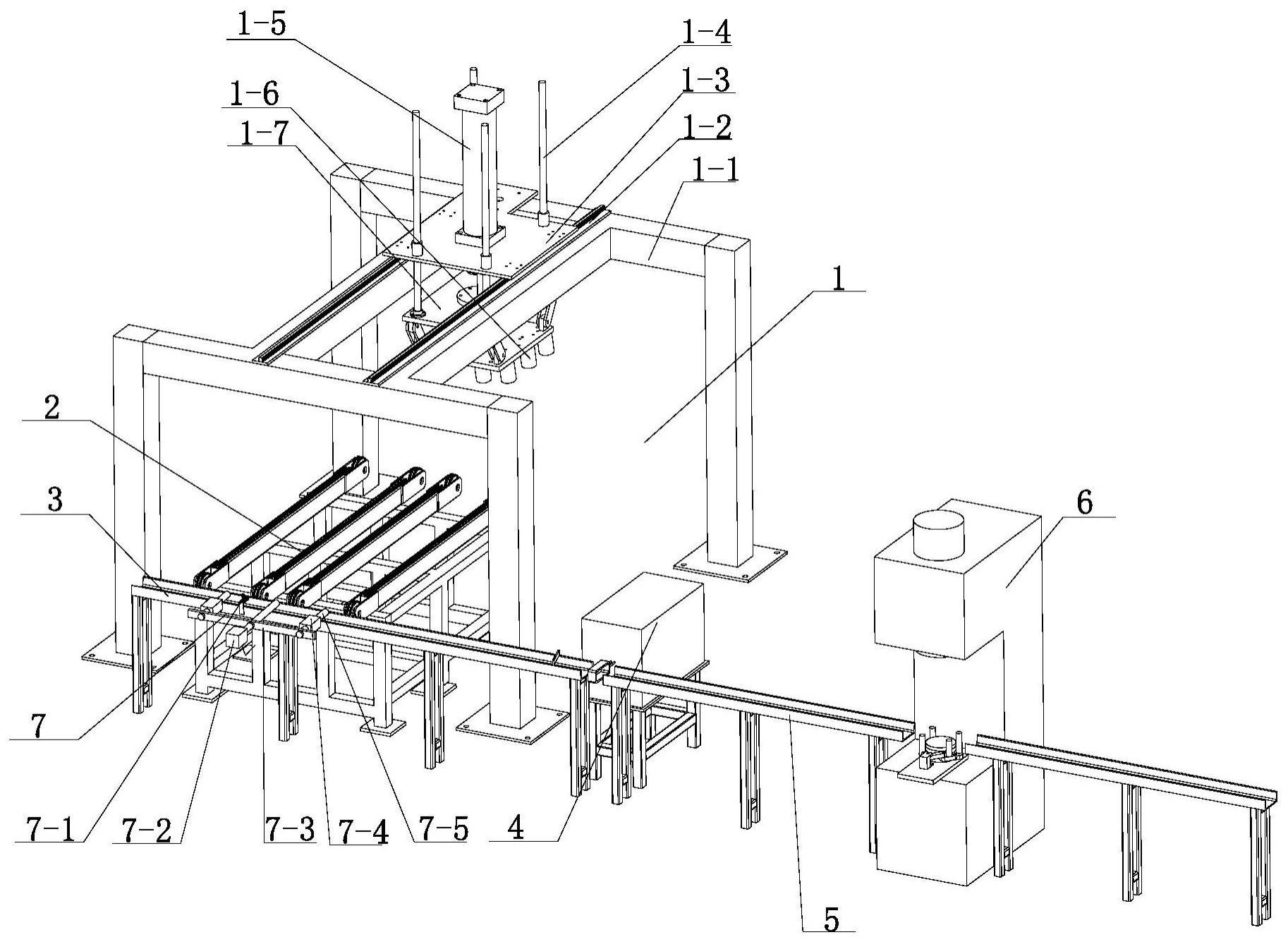
3、一种板簧冲压钻孔全自动生产线,包括依次设置的上料输送机构、第一链式输送机、第二链式输送机及第三链式输送机,所述上料输送机构的上料端与第一链式输送机的进料端连接,第一链式输送机的出料端与第二链式输送机的进料端连接,所述第二、第三链式输送机处于同一轴线,第二链式输送机的出料端与第三链式输送机的进料端之间间隔设置并形成高温加热区,高温加热区的一侧设有高温加热装置,第三链式输送机的出料端处设有冲孔机。
4、本实用新型的各机构、装置及输送机与控制器连接,通过控制器控制上料输送机构实现对板簧钢板的上料,通过第一、第二及第三链式输送机完成对板簧钢板的输送,通过高温加热装置实现对高温加热区内的板簧高温加热及温度测试,当加热至指定温度后由控制器控制第二、第三链式输送机输送板簧钢板至冲孔机处进行冲压钻孔,最终实现对板簧钢板的上料输送、高温加热及冲压钻孔等过程的自动化。
5、本实用新型第二、第三链式输送机之间间隔的宽度设置并不会干涉板簧钢板通过。
6、进一步的,所述上料输送机构包括两个相对设置的龙门架,两龙门架的横梁之间对称连接有两个水平的导轨,两个导轨与两龙门架的横梁共同形成框架结构,两导轨上滑动设有水平的气缸座,气缸座上安装有竖直的指向下方的电磁座气缸,电磁座气缸的输出端连接有位于导轨下方的电磁座,电磁座底部设置有电磁块,电磁座下方的两龙门架之间形成物料放置区,第一链式输送机的进料端位于物料放置区内,气缸座还连接有用于驱动其滑动的动力装置。
7、本实用新型的上料输送机构具体工作过程为通过电磁座气缸控制电磁座下移,通过电磁块吸附物料放置区内放置的板簧钢板后上移,之后通过控制器控制气缸座沿导轨移动至第一链式输送机的进料端处并停止,电磁座气缸控制电磁座下移并将板簧钢板放置于第一链式输送机上以完成板簧钢板的上料输送。
8、本实用新型用于驱动气缸座的动力装置可以是电机和同步带,同步带与气缸座连接,电机带动同步带移动,从而实现气缸座滑动。
9、进一步的,气缸座的边缘设有4个竖向的导向柱,导向柱的下端贯穿气缸座与电磁座连接。
10、由于板簧在生产加工过程需采用长短、重量不一的钢板,本实用新型通过在气缸座及电磁座之间设置导向柱,可增加电磁块在吸附板簧钢板后电磁座的稳定性,避免电磁座在移动过程中可能产生的晃动。
11、进一步的,第一链式输送机与导轨平行设置,第二链式输送机与第一链式输送机垂直设置,所述第一链式输送机的出料端位于第二链式输送机的进料端上方。
12、本实用新型的第一链式输送机的输送链可沿宽度方向平行设置多组,以适应不同长度板簧钢板,同时在第一链式输送机上形成一个待加工区以储存板簧钢板,有利于节省厂房空间;
13、第二链式输送机与第一链式输送机垂直设置,便于加工加热单个板簧钢板,同时便于与第一链式输送机配合以节省对厂房的占用面积。
14、进一步的,第二链式输送机的进料端处远离第一链式输送机的一侧还设置有防护装置,所述防护装置包括通过支架设置于第二链式输送机上方且指向其输送链的电感式接近开关,以及设置于第二链式输送机侧边框上的阻挡装置,所述阻挡装置包括至少两个沿第二链式输送机长度方向水平设置的且指向第一链式输送机的导向套,导向套的导向孔圆周最低点与第二链式输送机侧边框顶端在同一水平面内相切,两个导向套内分别贯穿设置挡杆,两个挡杆的后端之间通过挡杆支座连接,还包括通过支架设置于挡杆支座外侧的水平的挡杆气缸,挡杆气缸的活塞杆连接于挡杆支座。
15、由于第一、第二链式输送机为相互垂直配合的输送方式,两者对板簧钢板的输送方向不同(一个沿y轴、一个沿x轴,两者会有重合点),又由于需对第二链式输送机输送方向上的钢板进行加热冲孔,第二链式输送机的输送速度会明显慢于第一链式输送机,为避免出现钢板堆积的情况,在第二链式输送机的进料端处设置阻挡装置,当电感式接近开关检测到第二链式输送机的进料端处有钢板时发送信号给控制器,控制器控制第一链式输送机停止输送,并控制挡杆气缸输出使挡杆伸出导向套并封闭第二链式输送机进料端处的顶部,当电感式接近开关检测到第二链式输送机的进料端处无板簧钢板时发送信号给控制器,控制器控制第一链式输送机开始输送,并控制挡杆气缸活塞杆收缩使挡杆收缩于导向套内。
16、本实用新型的电感式接近开关为现有成熟市售产品,优选但不限于采用乐清市本高自动化科技有限公司的电感式接近开关。
17、进一步的,所述高温加热装置为高频加热炉,其加热线圈位于高温加热区内并与第二、第三链式输送机同轴设置。
18、在对板簧钢板进行高温加热时,通过第二链式输送机输送板簧钢板至高频加热炉的加热线圈内进行加热,当检测到加热至指定温度时,发送信号给控制器,控制器控制第二、第三链式输送机输送板簧钢板进行下一步冲孔作业。
19、本实用新型的高频加热炉为现有成熟市售产品,优选但不限于采用东莞市众环机械有限公司的高频电炉,型号为zhgp-40ab。
20、本实用新型具有结构合理、使用方便、自动化程度高优点。同时使用本实用新型还可减少对厂房的占用面积,通过本实用新型可实现板簧冲压钻孔、物料加热及输送等过程的自动化,从而提高生产效率,节省劳动成本。
技术特征:
1.一种板簧冲压钻孔全自动生产线,其特征在于,包括依次设置的上料输送机构、第一链式输送机、第二链式输送机及第三链式输送机,所述上料输送机构的上料端与第一链式输送机的进料端连接,第一链式输送机的出料端与第二链式输送机的进料端连接,所述第二、第三链式输送机处于同一轴线,第二链式输送机的出料端与第三链式输送机的进料端之间间隔设置并形成高温加热区,高温加热区的一侧设有高温加热装置,第三链式输送机的出料端处设有冲孔机。
2.根据权利要求1所述的一种板簧冲压钻孔全自动生产线,其特征在于,所述上料输送机构包括两个相对设置的龙门架,两龙门架的横梁之间对称连接有两个水平的导轨,两个导轨与两龙门架的横梁共同形成框架结构,两导轨上滑动设有水平的气缸座,气缸座上安装有竖直的指向下方的电磁座气缸,电磁座气缸的输出端连接有位于导轨下方的电磁座,电磁座底部设置有电磁块,电磁座下方的两龙门架之间形成物料放置区,第一链式输送机的进料端位于物料放置区内,气缸座还连接有用于驱动其滑动的动力装置。
3.根据权利要求2所述的一种板簧冲压钻孔全自动生产线,其特征在于,气缸座的边缘设有4个竖向的导向柱,导向柱的下端贯穿气缸座与电磁座连接。
4.根据权利要求2所述的一种板簧冲压钻孔全自动生产线,其特征在于,第一链式输送机与导轨平行设置,第二链式输送机与第一链式输送机垂直设置,所述第一链式输送机的出料端位于第二链式输送机的进料端上方。
5.根据权利要求4所述的一种板簧冲压钻孔全自动生产线,其特征在于,第二链式输送机的进料端处远离第一链式输送机的一侧还设置有防护装置,所述防护装置包括通过支架设置于第二链式输送机上方且指向其输送链的电感式接近开关,以及设置于第二链式输送机侧边框上的阻挡装置,所述阻挡装置包括至少两个沿第二链式输送机长度方向水平设置的且指向第一链式输送机的导向套,导向套的导向孔圆周最低点与第二链式输送机侧边框顶端在同一水平面内相切,两个导向套内分别贯穿设置挡杆,两个挡杆的后端之间通过挡杆支座连接,还包括通过支架设置于挡杆支座外侧的水平的挡杆气缸,挡杆气缸的活塞杆连接于挡杆支座。
6.根据权利要求1所述的一种板簧冲压钻孔全自动生产线,其特征在于,所述高温加热装置为高频加热炉,其加热线圈位于高温加热区内并与第二、第三链式输送机同轴设置。
技术总结
本技术属于板簧加工技术领域,具体涉及一种板簧冲压钻孔全自动生产线,其特征在于,包括依次设置的上料输送机构、第一链式输送机、第二链式输送机及第三链式输送机,所述上料输送机构的上料端与第一链式输送机的进料端连接,第一链式输送机的出料端与第二链式输送机的进料端连接,所述第二、第三链式输送机处于同一轴线,第二链式输送机的出料端与第三链式输送机的进料端之间间隔设置并形成高温加热区,高温加热区的一侧设有高温加热装置,第三链式输送机的出料端处设有冲孔机。本技术具有结构合理、使用方便、自动化程度高优点。通过本技术可实现板簧冲压钻孔、物料加热及输送等过程的自动化,从而提高生产效率,节省劳动成本。
技术研发人员:宋本超
受保护的技术使用者:淄博富华汽车配件有限公司
技术研发日:20230612
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!