一种料带定位机构的制作方法
本技术涉及料带定位,尤其涉及一种料带定位机构。
背景技术:
1、在模具生产过程中,一般把在模具内带料区域与链接各工程站半成品至完成制品部分统称为料带,料带是由定位孔与安全宽度的材料所组成,定位孔主要为让材料可以等距离的进行冲压加工,料带位置无法定位,无法确保冲压加工精度。
2、现有技术202022351563.9中的定位机构,包括模板,所述模板的前侧左端对称的安装有导料板,两个导料板之间设置有带料,模板的中部设置有转动轴,所述转动轴上对称的设置有平行挡片,带料中间部分位于两个平行挡片之间。
3、上述结构通过模具带料在两平行挡片之间送料,保证带料在上下位置不会偏移,但是在送料之前,料带位置无法确定,导致无法保证料带满刀口切料,容易造成废料掉落在刀口零件上,重复剪切会将零件打坏,增加零件的制作成本。
技术实现思路
1、有鉴于此,本实用新型的目的在于提出一种料带定位机构,以解决上述的问题。
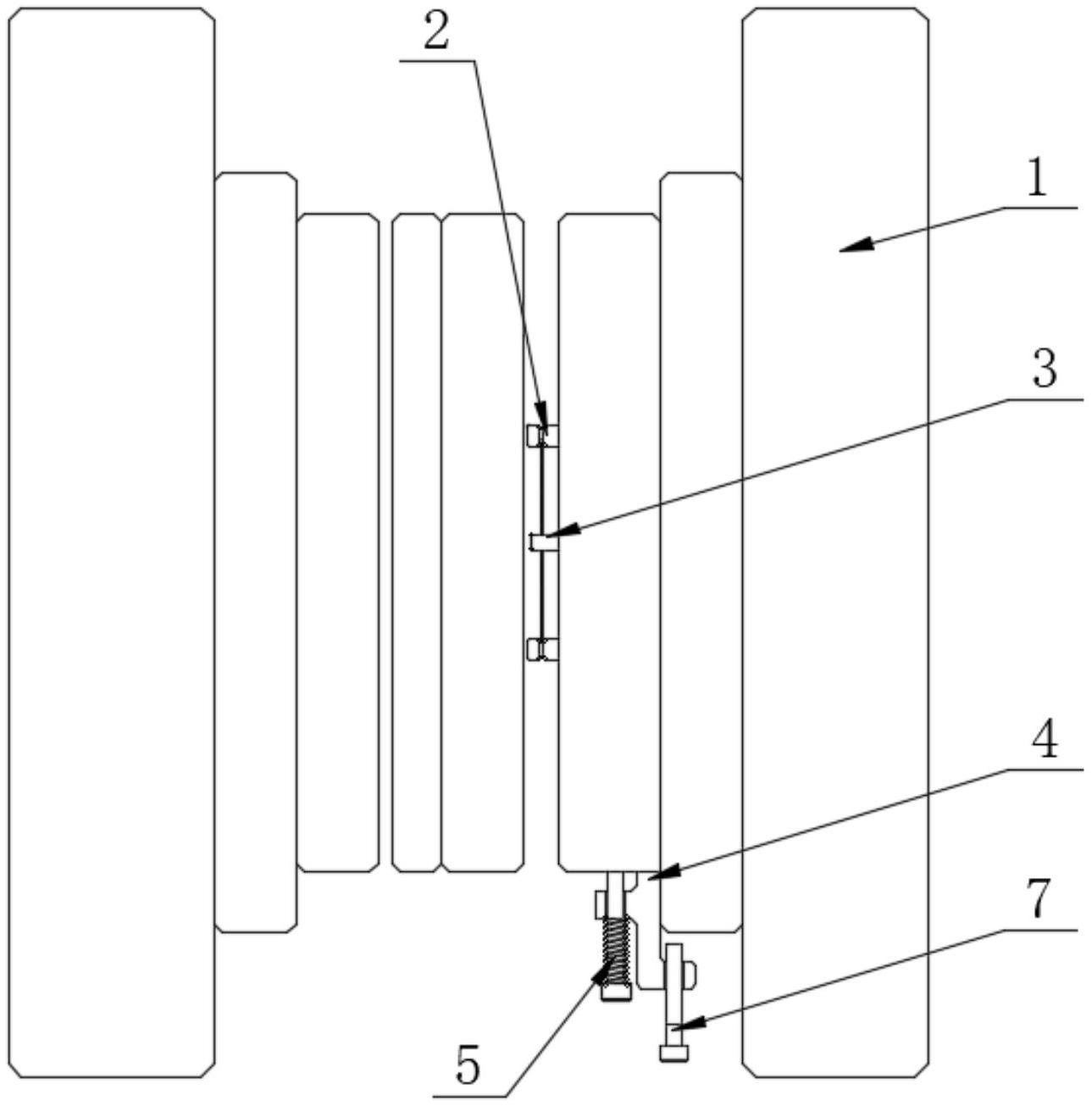
2、基于上述目的,本实用新型提供了一种料带定位机构,包括:模具本体,所述模具本体的内部安装有用于抵接料带的浮升销,所述浮升销的一侧在模具本体的内部安装有定位顶针,所述定位顶针的外部套接有顶针控制杆,且定位顶针的底端固定连接有压缩弹簧,所述顶针控制杆的一端开设有用于容纳定位顶针的限位槽,所述顶针控制杆的另一端凸起处贯穿有固定螺丝,所述固定螺丝的外部套设有复位弹簧。
3、优选的,所述浮升销以定位顶针的中心为准呈镜像设置,定位顶针滑动安装在模具本体开设的滑道内部。
4、优选的,所述定位顶针由顶针头和顶针台相互组装而成,所述顶针头的外部相抵接限位槽,所述限位槽为u形设置。
5、优选的,所述顶针控制杆开设的限位槽下方设置有与顶针台相适配的卡槽,所述顶针台为凸台,所述卡槽的尺寸小于限位槽的尺寸。
6、优选的,所述顶针台的顶端和顶针控制杆的一端作倒圆角处理。
7、优选的,所述顶针控制杆的末端另一侧贯穿有紧固螺丝,模具本体的一侧开设有与固定螺丝、紧固螺丝相对应的螺纹孔。
8、本实用新型的有益效果:通过先将材料送入模具内,让料带前端顶在定位顶针上.然后将模具本体中的上模下压,当定位顶针向下活动时,浮升销向下移动,定位顶针与顶针控制杆中的限位槽脱离,复位弹簧将顶针控制杆向内推动,对定位顶针限位,利用固定螺丝紧固后,定位顶针不再浮起,再进行正常生产,保证料带满刀口切料,废料不会掉在零件上,零件不会损坏,当换料或生产完成后,将定位控制杆向外拉出,定位顶针再次浮起,对料带进行定位。
技术特征:
1.一种料带定位机构,包括:模具本体(1),所述模具本体(1)的内部安装有用于抵接料带的浮升销(2),所述浮升销(2)的一侧在模具本体(1)的内部安装有定位顶针(3),其特征在于;
2.根据权利要求1所述的一种料带定位机构,其特征在于,所述浮升销(2)以定位顶针(3)的中心为准呈镜像设置,定位顶针(3)滑动安装在模具本体(1)开设的滑道内部。
3.根据权利要求1所述的一种料带定位机构,其特征在于,所述定位顶针(3)由顶针头(31)和顶针台(32)相互组装而成,所述顶针头(31)的外部相抵接限位槽(41),所述限位槽(41)为u形设置。
4.根据权利要求3所述的一种料带定位机构,其特征在于,所述顶针控制杆(4)开设的限位槽(41)下方设置有与顶针台(32)相适配的卡槽,所述顶针台(32)为凸台,所述卡槽的尺寸小于限位槽(41)的尺寸。
5.根据权利要求4所述的一种料带定位机构,其特征在于,所述顶针台(32)的顶端和顶针控制杆(4)的一端作倒圆角处理。
6.根据权利要求1所述的一种料带定位机构,其特征在于,所述顶针控制杆(4)的末端另一侧贯穿有紧固螺丝(7),模具本体(1)的一侧开设有与固定螺丝(5)、紧固螺丝(7)相对应的螺纹孔。
技术总结
本技术涉及料带定位技术领域,具体涉及一种料带定位机构,包括;模具本体,模具本体的内部安装有用于抵接料带的浮升销,浮升销的一侧在模具本体的内部安装有定位顶针,定位顶针的外部套接有顶针控制杆,顶针控制杆的一端开设有用于容纳定位顶针的限位槽,顶针控制杆的另一端凸起处贯穿有固定螺丝,固定螺丝的外部套设有复位弹簧。通过先将材料送入模具内,让料带前端顶在定位顶针上.然后将模具本体中的上模下压,当定位顶针向下活动时,浮升销向下移动,定位顶针与顶针控制杆中的限位槽脱离,复位弹簧将顶针控制杆向内推动限位,利用固定螺丝紧固后,定位顶针不再浮起,再进行正常生产,保证料带满刀口切料,废料不会掉在零件上。
技术研发人员:庄仲信,颜小艳,汤杨
受保护的技术使用者:钜祥精密模具(苏州)有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!