高效四轴定位数控母线三工位的制作方法
本技术涉及母线加工,尤其涉及高效四轴定位数控母线三工位。
背景技术:
1、母线加工机有剪切、冲孔、折弯三个加工单元,主要功能为加工不同规格的铜、铝母线,只需用相应的加工单元就能方便、快捷的对铜、铝排进行剪切、冲孔(圆孔、腰型孔)、折平弯、立弯、压花、压平、扭麻花、压电缆接头等各种不同的加工。广泛用于高低压开关柜、变电站、母线槽、桥架、电器开关、通讯设备、家用电器、船舶制造、办公自动化设备、电梯制造及机箱机柜制造等电气成套制造行业。
2、现有母线三工位,折弯冲孔剪切都是采用手动定位,冲孔单元每次加工前,需要人工在母线上做标记,标记完成后需要用定位指针,对准标记处进行操作,剪切单元也是需要提前测量尺寸,做好标记,材料放入机器后,人工调整把让剪刀对准标记处,完成剪切,折弯单元操作时由于材料靠近模具标记不好标记,定位标尺也短,操作很不方便。
3、因此,针对上述问题,提出高效四轴定位数控母线三工位,来解决上述问题。
技术实现思路
1、本实用新型针对现有技术的不足,研制高效四轴定位数控母线三工位,该实用新型可以对待加工工件进行定位,不需人工测量标记,提高了工作效率和定位的精度,同时,解放工人双手,降低了操作的危险性和人工的劳动强度。
2、本实用新型解决技术问题的技术方案为:本实用新型提供了高效四轴定位数控母线三工位,包括机架,还包括设在机架一侧的剪切单元和冲孔单元以及设在机架上的折弯单元,剪切单元一侧沿机架长度方向设置用于工件剪切定位的剪切定位组件,冲孔单元两侧沿机架长度和宽度方向分别设置用于工件冲孔定位的x轴冲孔定位组件和y轴冲孔定位组件,折弯单元一侧沿机架宽度方向设置用于工件折弯定位的折弯定位组件。
3、作为优化,剪切单元包括剪切上板、剪切下板、剪切油缸板和剪切油缸,剪切下板固定设置在机架一侧,剪切下板两侧分别设置剪切上板和剪切下板,剪切上板和剪切下板上分别设置相互啮合的上剪刀和下剪刀,剪切下板两侧均对称穿设剪切立轴,剪切上板和剪切油缸板设置在剪切立轴两端,剪切油缸设置在剪切油缸板上,并且剪切油缸的杆端与剪切下板固定,剪切油缸缸端移动驱动剪切立轴带动剪切上板沿剪切立轴长度方向进行移动。
4、作为优化,剪切定位组件包括剪切模组和剪切定位板,剪切模组沿机架长度方向设置,剪切定位板设置在剪切模组的输出端,并且剪切定位板与下剪刀在同一水平面上,剪切模组驱动剪切定位板对待剪切工件进行定位。
5、作为优化,冲孔单元包括冲孔上板、冲孔下板、冲孔油缸、冲孔油缸板和冲孔组件,冲孔组件包括冲孔模具和冲孔转塔,冲孔下板固定设置在机架一侧,剪切油缸板两侧分别设置冲孔上板和冲孔下板,冲孔下板上设置冲孔转塔,冲孔转塔的孔内设置冲孔模具,冲孔下板两侧均对称穿设冲孔立轴,冲孔上板和冲孔油缸板设置在冲孔立轴两端,冲孔油缸设置在冲孔油缸板上,并且冲孔油缸的杆端与冲孔下板固定,冲孔油缸缸端移动驱动冲孔立轴带动冲孔上板沿冲孔立轴长度方向进行移动。
6、作为优化,冲孔转塔包括第一冲孔塔盘和第二冲孔塔盘,第一冲孔塔盘和第二冲孔塔盘套设在其中一个冲孔立轴上,并且第一冲孔塔盘和第二冲孔塔盘之间形成工作空间,第一冲孔塔盘围绕冲孔立轴转动,第二冲孔塔盘固定设置在冲孔下板上。
7、作为优化,x轴冲孔定位组件沿包括x轴冲孔模组和x轴冲孔定位板,x轴冲孔模组沿机架长度方向设置,x轴冲孔定位板设置在x轴冲孔模组的输出端,并且x轴冲孔定位板与第二冲孔塔盘在同一水平面上,x轴冲孔模组驱动x轴冲孔定位板对待冲孔工件的x轴进行定位;y轴冲孔定位组件沿包括y轴冲孔模组和y轴冲孔定位板,y轴冲孔模组沿机架宽度方向设置,y轴冲孔定位板设置在y轴冲孔模组的输出端,并且y轴冲孔定位板与第二冲孔塔盘在同一水平面上,y轴冲孔模组驱动y轴冲孔定位板对待冲孔工件的y轴方向进行定位。
8、作为优化,折弯单元包括折弯油缸、第一折弯凸模、第二折弯凸模和折弯凹模,第二折弯凸模通过折弯座设置在机架上,折弯油缸沿机架长度方向设置,折弯油缸输出端设置第一折弯凸模,第一折弯凸模和第二折弯凸模均位于折弯座上,并且第一折弯凸模和第二折弯凸模之间设置折弯凹模,折弯凹模两侧分别设置与第一折弯凸模和第二折弯凸模相卡接的第一凹面和第二凹面,当第一凹面与第一折弯凸模卡接时,折弯油缸驱动第一折弯凸模带动折弯凹模靠近第二折弯凸模对工件进行折弯,当第二凹面与第二折弯凸模卡接时,折弯油缸驱动第一折弯凸模靠近折弯凹模对工件进行折弯。
9、作为优化,折弯油缸输出端设置折弯模具固定座,第一折弯凸模设置在折弯模具固定座上。
10、作为优化,折弯定位组件包括沿机架宽度方向设置在机架一侧的折弯架,折弯架底部沿机架宽度方向设置折弯驱动机构和折弯导向机构,折弯架上沿机架宽度方向开设滑槽,折弯驱动机构输出端设置折弯置子,并且折弯置子位于滑槽上,折弯驱动机构驱动折弯置子沿折弯导向机构移动对待折弯工件进行定位。
11、作为优化,折弯驱动机构包括折弯电机、丝杆和丝杆螺母,折弯电机设置在折弯架一侧,折弯电机输出端设置丝杆,丝杆两端转动设置在折弯架上,丝杆上设置丝杆螺母,丝杆螺母上设置连接板;折弯导向机构包括导轨和滑块,滑块滑动设置在导轨上,并且滑块与连接板相连,连接板上设置竖板,竖板远离连接板的一端穿过滑槽设置用于折弯定位的折弯置子。
12、
技术实现要素:
中提供的效果仅仅是实施例的效果,而不是实用新型所有的全部效果,上述技术方案具有如下优点或有益效果:
13、每个工位单独工作,互不影响,通过设置剪切定位组件、x轴冲孔定位组件和y轴冲孔定位组件以及折弯定位组件,可以对待加工工件进行定位,不需人工测量标记,提高了工作效率和定位的精度,同时,解放工人双手,降低了操作的危险性和人工的劳动强度。
技术特征:
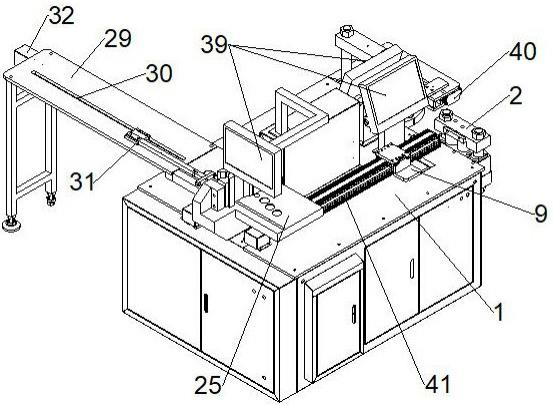
1.高效四轴定位数控母线三工位,包括机架(1),其特征是:还包括设在机架(1)一侧的剪切单元和冲孔单元以及设在机架(1)上的折弯单元,
2.根据权利要求1所述的高效四轴定位数控母线三工位,其特征是:剪切单元包括剪切上板(2)、剪切下板(3)、剪切油缸板(8)和剪切油缸(7),剪切下板(3)固定设置在机架(1)一侧,剪切油缸板(8)两侧分别设置剪切上板(2)和剪切下板(3),剪切上板(2)和剪切下板(3)上分别设置相互啮合的上剪刀(4)和下剪刀(5),剪切下板(3)两侧均对称穿设剪切立轴(6),剪切上板(2)和剪切油缸板(8)设置在剪切立轴(6)两端,剪切油缸(7)设置在剪切油缸板(8)上,并且剪切油缸(7)的杆端与剪切下板(3)固定,剪切油缸(7)缸端移动驱动剪切立轴(6)带动剪切上板(2)沿剪切立轴(6)长度方向进行移动。
3.根据权利要求2所述的高效四轴定位数控母线三工位,其特征是:剪切定位组件包括剪切模组(41)和剪切定位板(9),剪切模组(41)沿机架(1)长度方向设置,剪切定位板(9)设置在剪切模组(41)的输出端,并且剪切定位板(9)与下剪刀(5)在同一水平面上,剪切模组(41)驱动剪切定位板(9)对待剪切工件进行定位。
4.根据权利要求1或2所述的高效四轴定位数控母线三工位,其特征是:冲孔单元包括冲孔上板(10)、冲孔下板(11)、冲孔油缸(12)、冲孔油缸板(13)和冲孔组件,冲孔组件包括冲孔模具(14)和冲孔转塔,冲孔下板(11)固定设置在机架(1)一侧,冲孔下板(11)两侧分别设置冲孔上板(10)和冲孔下板(11),冲孔下板(11)上设置冲孔转塔,冲孔转塔的孔内设置冲孔模具(14),冲孔下板(11)两侧均对称穿设冲孔立轴(15),冲孔上板(10)和冲孔油缸板(13)设置在冲孔立轴(15)两端,冲孔油缸(12)设置在冲孔油缸板(13)上,并且冲孔油缸(12)的杆端与冲孔下板(11)固定,冲孔油缸(12)缸端移动驱动冲孔立轴(15)带动冲孔上板(10)沿冲孔立轴(15)长度方向进行移动。
5.根据权利要求4所述的高效四轴定位数控母线三工位,其特征是:冲孔转塔包括第一冲孔塔盘(16)和第二冲孔塔盘(17),第一冲孔塔盘(16)和第二冲孔塔盘(17)套设在其中一个冲孔立轴(15)上,并且第一冲孔塔盘(16)和第二冲孔塔盘(17)之间形成工作空间,第一冲孔塔盘(16)围绕冲孔立轴(15)转动,第二冲孔塔盘(17)固定设置在冲孔下板(11)上。
6.根据权利要求5所述的高效四轴定位数控母线三工位,其特征是:x轴冲孔定位组件沿包括x轴冲孔模组(42)和x轴冲孔定位板(19),x轴冲孔模组(42)沿机架(1)长度方向设置,x轴冲孔定位板(19)设置在x轴冲孔模组(42)的输出端,并且x轴冲孔定位板(19)与第二冲孔塔盘(17)在同一水平面上,x轴冲孔模组(42)驱动x轴冲孔定位板(19)对待冲孔工件的x轴进行定位;y轴冲孔定位组件沿包括y轴冲孔模组(40)和y轴冲孔定位板(20),y轴冲孔模组(40)沿机架(1)宽度方向设置,y轴冲孔定位板(20)设置在y轴冲孔模组(40)的输出端,并且y轴冲孔定位板(20)与第二冲孔塔盘(17)在同一水平面上,y轴冲孔模组(40)驱动y轴冲孔定位板(20)对待冲孔工件的y轴方向进行定位。
7.根据权利要求1或2所述的高效四轴定位数控母线三工位,其特征是:折弯单元包括折弯油缸(21)、第一折弯凸模(22)、第二折弯凸模(23)和折弯凹模(24),第二折弯凸模(23)通过折弯座(25)设置在机架(1)上,折弯油缸(21)沿机架(1)长度方向设置,折弯油缸(21)输出端设置第一折弯凸模(22),第一折弯凸模(22)和第二折弯凸模(23)均位于折弯座(25)上,并且第一折弯凸模(22)和第二折弯凸模(23)之间设置折弯凹模(24),折弯凹模(24)两侧分别设置与第一折弯凸模(22)和第二折弯凸模(23)相卡接的第一凹面(26)和第二凹面(27),当第一凹面(26)与第一折弯凸模(22)卡接时,折弯油缸(21)驱动第一折弯凸模(22)带动折弯凹模(24)靠近第二折弯凸模(23)对工件进行折弯,当第二凹面(27)与第二折弯凸模(23)卡接时,折弯油缸(21)驱动第一折弯凸模(22)靠近折弯凹模(24)对工件进行折弯。
8.根据权利要求7所述的高效四轴定位数控母线三工位,其特征是:折弯油缸(21)输出端设置折弯模具固定座(28),第一折弯凸模(22)设置在折弯模具固定座(28)上。
9.根据权利要求7所述的高效四轴定位数控母线三工位,其特征是:折弯定位组件包括沿机架(1)宽度方向设置在机架(1)一侧的折弯架(29),折弯架(29)底部沿机架(1)宽度方向设置折弯驱动机构和折弯导向机构,折弯架(29)上沿机架(1)宽度方向开设滑槽(31),折弯驱动机构输出端设置折弯置子(30),并且折弯置子(30)位于滑槽(31)上,折弯驱动机构驱动折弯置子(30)沿折弯导向机构移动对待折弯工件进行定位。
10.根据权利要求9所述的高效四轴定位数控母线三工位,其特征是:折弯驱动机构包括折弯电机(32)、丝杆(33)和丝杆螺母(34),折弯电机(32)设置在折弯架(29)一侧,折弯电机(32)输出端设置丝杆(33),丝杆(33)两端转动设置在折弯架(29)上,丝杆(33)上设置丝杆螺母(34),丝杆螺母(34)上设置连接板(35);折弯导向机构包括导轨(36)和滑块(37),滑块(37)滑动设置在导轨(36)上,并且滑块(37)与连接板(35)相连,连接板(35)上设置竖板(38),竖板(38)远离连接板(35)的一端穿过滑槽(31)设置用于折弯定位的折弯置子(30)。
技术总结
本技术涉及母线加工技术领域,提供了高效四轴定位数控母线三工位,包括机架,还包括设在机架一侧的剪切单元和冲孔单元以及设在机架上的折弯单元,剪切单元一侧沿机架长度方向设置用于工件剪切定位的剪切定位组件,冲孔单元两侧沿机架长度和宽度方向分别设置用于工件冲孔定位的X轴冲孔定位组件和Y轴冲孔定位组件,折弯单元一侧沿机架宽度方向设置用于工件折弯定位的折弯定位组件。通过设置剪切定位组件、X轴冲孔定位组件和Y轴冲孔定位组件以及折弯定位组件,可以对待加工工件进行定位,不需人工测量标记,提高了工作效率和定位的精度,同时,解放工人双手,降低了操作的危险性和人工的劳动强度。
技术研发人员:高延强,高庆栋
受保护的技术使用者:倍恩智能设备(山东)有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!