一种用于冲压模具的料片自动旋转摆正装置的制作方法
本技术涉及冲压模具,特别是涉及一种用于冲压模具的料片自动旋转摆正装置。
背景技术:
1、在使用冲压模具生产片状产品时,首先通过冲切结构将片体冲落,之后通过机械手直接将片体运输到成型压合模具内,之后合模,生产出产品,但是当片体需要转动一定角度才能够与成型压合模具内的模腔匹配时,需要人工手动摆正片体,为了解决上述问题,设计一种新的摆正装置是非常有必要的。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种用于冲压模具的料片自动旋转摆正装置,具有结构简单、运行速度快、方便输送、提高生产效率等特点。
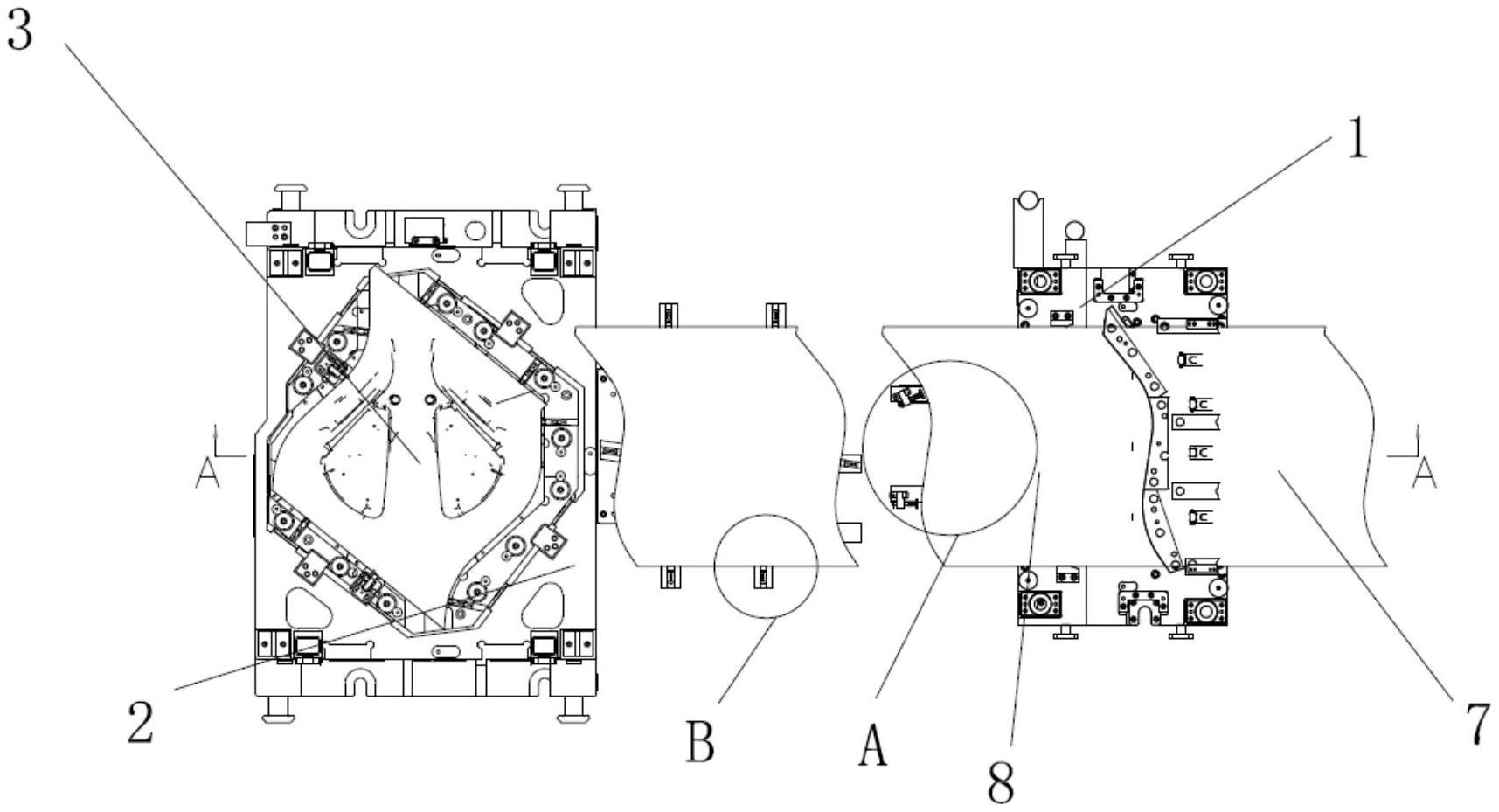
2、本实用新型解决其技术问题所采用的技术方案是:提供一种用于冲压模具的料片自动旋转摆正装置,包括冲切座、成型压合座和旋转台支架,所述的冲切座的左部前后并排安装有延伸支架,所述的延伸支架的末端上安装有缓冲座,所述的冲切座的左侧安装有成型压合座,所述的成型压合座的右侧安装有旋转台支架,所述的旋转台支架上竖直安装有旋转台,所述的旋转台的主轴竖直朝上并与产品安装台相连,所述的成型压合座上端面中部设置有冲压槽。
3、本技术方案中通过安装延伸支架用来方便支撑片体,方便机械手转送,通过安装旋转台支架用来方便旋转台安装,通过旋转台用来实现产品安装台的转动,使得片体能够进行转动,从而使得机械手能够直接将片体运送到成型压合座内。
4、作为对本技术方案的一种补充,所述的产品安装台边缘上均匀设置有限位支架,所述的限位支架中部设置有滑槽,所述的滑槽内安装有限位滑块,通过设置滑槽方便限位滑块的安装,所述的限位滑块对片体进行限定。
5、作为对本技术方案的一种补充,所述的限位滑块上设置有一字型通孔,所述的滑槽底部设置有穿过一字型通孔的限位柱,通过设置一字型通孔和限位柱用来方便限定限位滑块的位置。
6、作为对本技术方案的一种补充,所述的缓冲座包括安装座、缓冲弹簧和支撑杆,所述的安装座安装在延伸支架上,所述的安装座上安装有支撑杆,所述的支撑杆的杆身上安装有缓冲弹簧,所述的缓冲弹簧呈压缩状态,并安装在支撑杆的端头和安装座之间,通过安装支撑杆用来阻挡片体,通过缓冲弹簧用来缓冲片体的冲击力。
7、有益效果:本实用新型涉及一种用于冲压模具的料片自动旋转摆正装置,通过安装延伸支架用来方便支撑片体,方便机械手转送,通过安装旋转台支架用来方便旋转台安装,通过旋转台用来实现产品安装台的转动,使得片体能够进行转动,从而使得机械手能够直接将片体运送到成型压合座内,具有结构简单、运行速度快、方便输送、提高生产效率等特点。
技术特征:
1.一种用于冲压模具的料片自动旋转摆正装置,其特征在于:包括冲切座(1)、成型压合座(2)和旋转台支架(4),所述的冲切座(1)的左部前后并排安装有延伸支架(9),所述的延伸支架(9)的末端上安装有缓冲座(10),所述的冲切座(1)的左侧安装有成型压合座(2),所述的成型压合座(2)的右侧安装有旋转台支架(4),所述的旋转台支架(4)上竖直安装有旋转台(5),所述的旋转台(5)的主轴竖直朝上并与产品安装台(6)相连,所述的成型压合座(2)上端面中部设置有冲压槽(3)。
2.根据权利要求1所述的一种用于冲压模具的料片自动旋转摆正装置,其特征在于:所述的产品安装台(6)边缘上均匀设置有限位支架(14),所述的限位支架(14)中部设置有滑槽(15),所述的滑槽(15)内安装有限位滑块(16)。
3.根据权利要求2所述的一种用于冲压模具的料片自动旋转摆正装置,其特征在于:所述的限位滑块(16)上设置有一字型通孔,所述的滑槽(15)底部设置有穿过一字型通孔的限位柱。
4.根据权利要求1所述的一种用于冲压模具的料片自动旋转摆正装置,其特征在于:所述的缓冲座(10)包括安装座(11)、缓冲弹簧(13)和支撑杆(12),所述的安装座(11)安装在延伸支架(9)上,所述的安装座(11)上安装有支撑杆(12),所述的支撑杆(12)的杆身上安装有缓冲弹簧(13),所述的缓冲弹簧(13)呈压缩状态,并安装在支撑杆(12)的端头和安装座(11)之间。
技术总结
本技术涉及一种用于冲压模具的料片自动旋转摆正装置,包括冲切座、成型压合座和旋转台支架,所述的冲切座的左部前后并排安装有延伸支架,所述的延伸支架的末端上安装有缓冲座,所述的冲切座的左侧安装有成型压合座,所述的成型压合座的右侧安装有旋转台支架,所述的旋转台支架上竖直安装有旋转台,所述的旋转台的主轴竖直朝上并与产品安装台相连,所述的成型压合座上端面中部设置有冲压槽。本技术具有结构简单、运行速度快、方便输送、提高生产效率等特点。
技术研发人员:覃业伟,刘文杰,惠余军
受保护的技术使用者:宁波云达汽车配件有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!