一种模具生产用电火花电极结构的制作方法
本技术涉及到压铸模具生产加工,具体涉及一种模具生产用电火花电极结构。
背景技术:
1、在模具的生产过程中,通常需要采用电火花加工。进行电火花加工时,工具电极和工件分别接脉冲电源的两极,并浸入火花油中,或将火花油充入放电间隙。通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将火花油击穿,产生火花放电。在放电的微细通道中瞬时集中大量的热能,温度可高达一万摄氏度以上,压力也有急剧变化,从而使这一点工作表面局部微量的金属材料立刻熔化、气化,并爆炸式地飞溅到火花油中,迅速冷凝,形成固体的金属微粒,被火花油带走。
2、但是在深孔加工中,由于工件融化位置离工件表面距离较远,现有技术采用的高压泵往电极处喷入火花油将深孔内的工作屑冲出的方式,容易出现冷却后的金属微粒不能被火花油带走,存在着加工屑(金属微粒)滞留或加工冗余的现象。这样就会极大地浪费加工时间,而且还不能保证加工精度,甚至可能造成工件报废。为此,研究一种电火花加工用的电极,能从根本上改善加工过程中的积碳现象,消除加工冗余是一个亟待解决的问题。
技术实现思路
1、针对现有技术的不足,本实用新型的目的是提供一种模具生产用电火花电极结构,以有效改善深孔加工过程中的加工屑滞留、加工冗余现象,从而提高加工效率和加工精度。
2、为达到上述目的,本实用新型采用的技术方案如下:
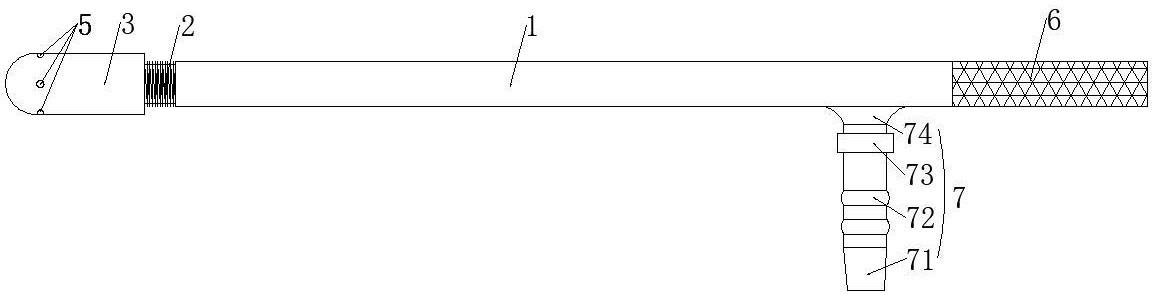
3、一种模具生产用电火花电极结构,其关键在于:包括电极本体,在该电极本体的一端形成有螺纹段,该螺纹段上外套连接有电极头,在所述电极头内开设有导油孔与多个喷油孔,在所述电极本体的另一端形成有夹持段,在所述夹持段的表面设置有防滑纹,靠近该夹持段的电极本体上连接有用于和冲油管相连的快接头,该快接头的中心开设有输油孔,在所述电极本体的中心开设有冲油孔,所述输油孔、冲油孔、导油孔与喷油孔依次连通,所述喷油孔的出油口位于所述电极头的侧壁上。
4、进一步的,多个所述喷油孔均布于所述电极头的圆周壁上。
5、进一步的,所述导油孔的轴心线与所述喷油孔的轴心线之间的夹角为30°~90°。
6、进一步的,所述导油孔与喷油孔的连接处采用弧面平滑过渡。
7、进一步的,所述快接头包括依次连接的快插段、密封段、限位段以及连接段,所述连接段与所述电极本体相连接。
8、进一步的,所述连接段与所述电极本体之间的连接处采用弧面平滑过渡。
9、本方案的工作原理为:将夹持段夹紧固定在电火花机床上,快接头与冲油管连接,控制电极本体向工件进给,当电极本体与工件间的间隙达到一定距离时,电极本体产生火花放电,进行深孔加工。同时,通过高压泵往冲油孔中泵入火花油,火花油从电极头周侧的喷油孔中喷出并将工作屑从深孔中冲出。
10、本实用新型的显著效果是:
11、1、在深孔加工的过程中,电火花机每一次放电前,火花油就从通油孔冲入深孔,电火花机进给放电时,火花油就从电极头圆柱面上的喷油孔喷入深孔,同时把放电产生的碳渣排出深孔,从根本上改善了加工过程中的积碳现象,消除加工冗余,提高了加工速度且保证了加工精度。
12、2、将电极本体设置成实心的夹持段和空心的输油段,夹持段与机床夹头连接,输油段与冲油管连接,避免了现有的中空电极与高压泵连接结构复杂的情况。
13、3、由于喷油孔位于电机头的圆周侧壁上,则电极头正对工件的端面为实体状,能持续将待加工孔的底部完全熔化,这样避免了现有的中空电极正对工件的端面上有冲油孔而造成工件正对冲油孔的位置不能完全被熔化、存在加工冗余的缺陷。
14、4、由于电极头的加工端为实体端,电极磨损比中空电极慢,增加了电极的使用寿命。
15、5、由于电极本体与电极头可拆卸连接,当电极头磨损后,仅需更换电极头并将其安装在电极本体上即可,有效的加快了现有机床电极结构的维护效率。
技术特征:
1.一种模具生产用电火花电极结构,其特征在于:包括电极本体,在该电极本体的一端形成有螺纹段,该螺纹段上外套连接有电极头,在所述电极头内开设有导油孔与多个喷油孔,在所述电极本体的另一端形成有夹持段,在所述夹持段的表面设置有防滑纹,靠近该夹持段的电极本体上连接有用于和冲油管相连的快接头,该快接头的中心开设有输油孔,在所述电极本体的中心开设有冲油孔,所述输油孔、冲油孔、导油孔与喷油孔依次连通,所述喷油孔的出油口位于所述电极头的侧壁上。
2.根据权利要求1所述的模具生产用电火花电极结构,其特征在于:多个所述喷油孔均布于所述电极头的圆周壁上。
3.根据权利要求2所述的模具生产用电火花电极结构,其特征在于:所述导油孔的轴心线与所述喷油孔的轴心线之间的夹角为30°~90°。
4.根据权利要求3所述的模具生产用电火花电极结构,其特征在于:所述导油孔与喷油孔的连接处采用弧面平滑过渡。
5.根据权利要求1所述的模具生产用电火花电极结构,其特征在于:所述快接头包括依次连接的快插段、密封段、限位段以及连接段,所述连接段与所述电极本体相连接。
6.根据权利要求5所述的模具生产用电火花电极结构,其特征在于:所述连接段与所述电极本体之间的连接处采用弧面平滑过渡。
技术总结
本技术公开了一种模具生产用电火花电极结构,包括电极本体,在该电极本体的一端形成有螺纹段,该螺纹段上外套连接有电极头,在所述电极头内开设有导油孔与多个喷油孔,在所述电极本体的另一端形成有夹持段,在所述夹持段的表面设置有防滑纹,靠近该夹持段的电极本体上连接有用于和冲油管相连的快接头,该快接头的中心开设有输油孔,在所述电极本体的中心开设有冲油孔,所述输油孔、冲油孔、导油孔与喷油孔依次连通,所述喷油孔的出油口位于所述电极头的侧壁上。其显著效果是:从根本上改善了加工过程中的积碳现象,消除加工冗余,提高了加工速度且保证了加工精度。
技术研发人员:毛琼,王进
受保护的技术使用者:重庆盛源模具制造有限公司
技术研发日:20230617
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!