一种直骨伞高效定位模具的制作方法
本技术涉及定位模具,具体为一种直骨伞高效定位模具。
背景技术:
1、直骨伞的构造大体是伞柄、伞骨、伞面三部分,伞柄即伞中棒,支撑着整个伞,伞中棒是由两个半圆的钢片,内部添加零部件后焊接打磨后喷漆制成,伞中棒焊接时要将两个半圆的钢片对齐,需要使用定位模具进行辅助焊接来提高工作效率。
2、现有的伞中棒由两个半圆钢片内部安装零件后进行焊接,焊接时需要将钢片开口对齐,但钢片对齐时,不添加夹持限位装置钢片会发生移位,导致焊接效率不高,加大了人力物力的投入。
技术实现思路
1、本实用新型的目的在于提供一种直骨伞高效定位模具,以解决上述背景技术提出的不添加夹持限位装置钢片会发生移位,导致焊接效率不高,加大了人力物力的投入的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种直骨伞高效定位模具,包括底座、安装座和连接板,
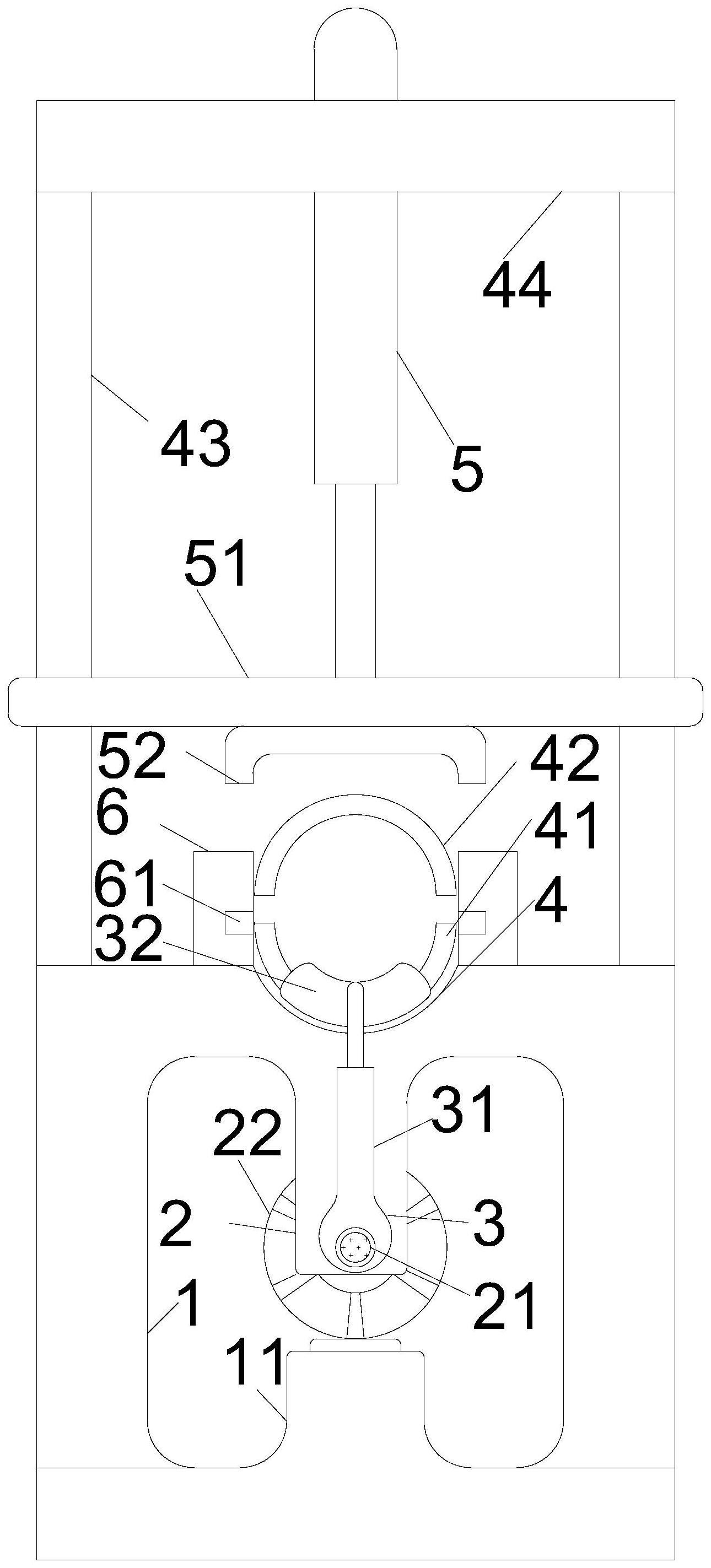
3、所述底座内部的底部连接有安装座,所述安装座内部的上侧对称焊接有连接板,所述连接板下端与转轴旋转连接,所述转轴的一端与电机顶部相连接,所述转轴的另一端连接有限位块,所述转轴靠近限位块的一侧设置有正螺纹,所述转轴靠近电机的一端设置有反螺纹,所述转轴的两侧通过连接块与第一电动伸缩杆底部相连接,所述第一电动伸缩杆顶部安装有限位板。
4、优选的,所述底座上侧开设有凹槽,所述凹槽内部放置有第一钢片。
5、优选的,所述第一钢片上侧放置有第二钢片,所述底座上侧的两端对称连接有定位柱的一端,所述定位柱的另一端与上连接座的底部相焊接。
6、优选的,所述上连接座中部安装有第二电动伸缩杆,所述第二电动伸缩杆顶端与定位板上侧相连接。
7、优选的,所述定位板的两侧与定位柱相插接,所述定位板下侧与限位框的上侧相焊接。
8、优选的,所述凹槽的两侧焊接有延伸板,所述延伸板靠近凹槽的一侧设置有加热焊接层。
9、与现有技术相比,本实用新型的有益效果是:该直骨伞高效定位模具,将第一钢片放入凹槽内,启动电机,电机带动转轴通过两侧的螺纹作用带动第一电动伸缩杆向凹槽两侧靠近,直至无法继续靠近后启动第一电动伸缩杆带动限位板下压与第一钢片限位后即可,解决了不添加夹持限位装置钢片会发生移位,导致焊接效率不高,加大了人力物力的投入的问题。
10、1.该直骨伞高效定位模具,将两个半圆的钢片对齐进行焊接成完整的柱体,焊接伞中棒前,需要将伞中棒内部的零件进行安装,将第一钢片放入凹槽内,启动电机,电机带动转轴通过两侧的螺纹作用带动第一电动伸缩杆向凹槽两侧靠近,直至无法继续靠近后启动第一电动伸缩杆带动限位板下压与第一钢片限位后即可进行零件的组装,该直骨伞高效定位模具,采用自动加持限位的结构,提高焊接效率,减少人力物体的投入;
11、2.该直骨伞高效定位模具,提升了伞中棒的制作效率,第一钢片内部零件组装完成后,将第二钢片放入两块延伸板内侧,启动第二电动伸缩杆带动限位框下压对第二钢片限位后,通过加热焊接层将第一钢片与第二钢片连接处进行熔化后连接,该直骨伞高效定位模具,采用加热焊接层加热焊接的方式,使得焊接更加迅速便捷。
技术特征:
1.一种直骨伞高效定位模具,包括底座(1)、安装座(11)和连接板(2),其特征在于:
2.根据权利要求1所述的一种直骨伞高效定位模具,其特征在于:所述底座(1)上侧开设有凹槽(4),所述凹槽(4)内部放置有第一钢片(41)。
3.根据权利要求2所述的一种直骨伞高效定位模具,其特征在于:所述第一钢片(41)上侧放置有第二钢片(42),所述底座(1)上侧的两端对称连接有定位柱(43)的一端,所述定位柱(43)的另一端与上连接座(44)的底部相焊接。
4.根据权利要求3所述的一种直骨伞高效定位模具,其特征在于:所述上连接座(44)中部安装有第二电动伸缩杆(5),所述第二电动伸缩杆(5)顶端与定位板(51)上侧相连接。
5.根据权利要求4所述的一种直骨伞高效定位模具,其特征在于:所述定位板(51)的两侧与定位柱(43)相插接,所述定位板(51)下侧与限位框(52)的上侧相焊接。
6.根据权利要求2所述的一种直骨伞高效定位模具,其特征在于:所述凹槽(4)的两侧焊接有延伸板(6),所述延伸板(6)靠近凹槽(4)的一侧设置有加热焊接层(61)。
技术总结
本技术公开了一种直骨伞高效定位模具,涉及定位模具技术领域,包括底座、安装座和连接板,所述底座内部的底部连接有安装座,所述安装座内部的上侧对称焊接有连接板,所述连接板下端与转轴旋转连接,所述转轴的一端与电机顶部相连接,所述转轴的另一端连接有限位块,所述转轴靠近限位块的一侧设置有正螺纹。该直骨伞高效定位模具,将第一钢片放入凹槽内,启动电机,电机带动转轴通过两侧的螺纹作用带动第一电动伸缩杆向凹槽两侧靠近,直至无法继续靠近后启动第一电动伸缩杆带动限位板下压与第一钢片限位后即可,使得该直骨伞高效定位模具解决了不添加夹持限位装置钢片会发生移位,导致焊接效率不高,加大了人力物力的投入的问题。
技术研发人员:曾鸿娜,郑鸿艺
受保护的技术使用者:泉州夏宇伞业有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!