一种加工叠层材料的刀具的制作方法
本技术涉及机械加工刀具,更具体地说,涉及一种加工叠层材料的刀具。
背景技术:
1、新型复合材料是指两种或两种以上性质不同的材料,经过复合工艺组合后,成为具有更高性能的新型材料,新型复合材料既保留原材料各自的特点,又能形成优越的综合性能,具有比强高、比模量高、减振、减摩、抗疲劳、安全性能好等优点。随着新型复合材料的广泛应用,对其加工也提出了更高的要求,并且新型复合材料与传统材料相结合运用的情况也越来越多,复合材料的钻孔加工需要满足高精度、无劈裂、无毛刺且孔壁光滑的要求。
2、叠层材料主要包括两种,一种是复合材料在上面,金属材料在下面;另一种是复合材料在下面,金属材料在上面,叠层材料的加工主要是钛合金、铝合金等金属材料和复合材料两种材料同时加工。现有技术中常用的麻花钻在加工金属材料在上面、复合材料在下面的叠层材料时,由于加工难度较大,孔的精度和质量很难满足加工要求,并且钻孔时在叠层材料的出口容易出现毛刺、劈裂等缺陷。通常为了提升孔的加工精度以及改善出口缺陷,至少需要进行两次加工,第一次粗加工,后续需要进一步进行精加工,以提高孔的精度并且去除毛刺,然而,这样导致在流水化作业时需要频繁地停刀、换刀,大大降低了加工效率。
3、综上所述,如何提供一种加工复合材料时,能够减少换刀次数,提升加工精度的刀具,是目前本领域技术人员亟待解决的问题。
技术实现思路
1、有鉴于此,本实用新型的目的是提供一种加工叠层材料的刀具,该加工叠层材料的刀具可以减少换刀次数,提升孔的加工精度。
2、为了实现上述目的,本实用新型提供如下技术方案:
3、一种加工叠层材料的刀具,包括:切削部和柄部,所述切削部包括钻削刃、扩孔刃、容削槽、刀槽和刃带,所述切削部的一端和所述柄部相连接,所述切削部的一端设有所述钻削刃,所述扩孔刃的一端和所述钻削刃相连接,所述扩孔刃的另一端和所述刃带相连接,所述刃带设于所述刀槽的两侧,所述容削槽的一端和所述钻削刃相连接,所述容削槽的另一端和所述刀槽相连接。
4、一种加工叠层材料的刀具,所述扩孔刃包括第一扩孔刃和第二扩孔刃,所述第一扩孔刃和所述第二扩孔刃均设有五个第一后刀面。
5、一种加工叠层材料的刀具,所述钻削刃包括第一钻削刃和第二钻削刃,所述第一钻削刃和所述第二钻削刃均设有第二后刀面。
6、一种加工叠层材料的刀具,所述第二后刀面和所述第一后刀面相连接。
7、一种加工叠层材料的刀具,所述第一钻削刃和所述第二钻削刃相连接处设有圆弧刃。
8、一种加工叠层材料的刀具,所述扩孔刃相对于水平面的夹角小于所述钻削刃相对于水平面的夹角。
9、一种加工叠层材料的刀具,所述扩孔刃设有前角和后角,所述前角的角度小于所述后角的角度。
10、一种加工叠层材料的刀具,所述刀槽的数量设为两条。
11、相对于背景技术,本实用新型所提供的加工叠层材料的刀具包括:切削部和柄部,切削部包括钻削刃、扩孔刃、容削槽、刀槽和刃带,切削部的一端和柄部相连接,切削部的一端设有钻削刃,扩孔刃的一端和钻削刃相连接,扩孔刃的另一端和刃带相连接,刃带设于刀槽的两侧,容削槽的一端和钻削刃相连接,容削槽的另一端和刀槽相连接。
12、该刀具主要针对碳纤维、铝合金及钛合金等多种叠加材料加工,在加工过程中先利用钻削刃进行钻孔,当钻尖的钻削刃完全深入碳纤维内部后,扩孔刃开始对初孔进行加工,在钻孔的同时进行扩孔,这样不仅能够提高加工效率,而且能够提高孔的加工质量。该刀具针对金属材料有优良的加工效果,在出口层为碳纤维时,也能满足加工要求,出口阻力小,不容易劈裂。通过钻削刃和扩孔刃使得钻孔轻松,容削槽和刀槽使得排屑顺畅,刃带除了起导向作用外,还可以对孔壁进行修光,孔的加工精度及粗糙度能够得到保证,具有良好的工艺性及经济性。
技术特征:
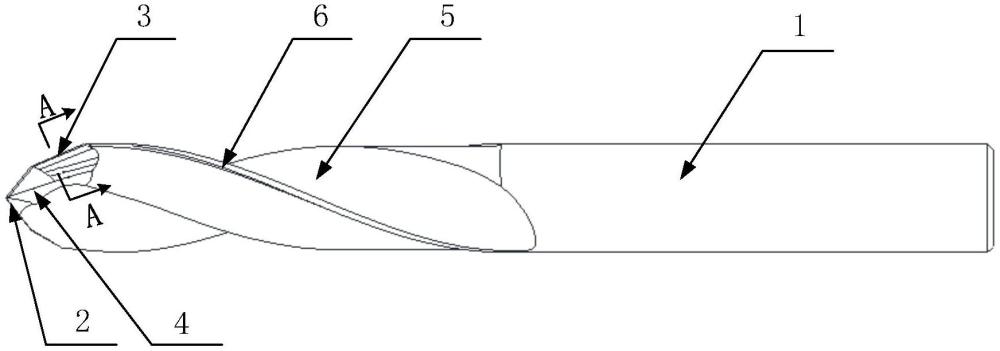
1.一种加工叠层材料的刀具,其特征在于,包括:切削部和柄部(1),所述切削部包括钻削刃(2)、扩孔刃(3)、容削槽(4)、刀槽(5)和刃带(6),所述切削部的一端和所述柄部(1)相连接,所述切削部的一端设有所述钻削刃(2),所述扩孔刃(3)的一端和所述钻削刃(2)相连接,所述扩孔刃(3)的另一端和所述刃带(6)相连接,所述刃带(6)设于所述刀槽(5)的两侧,所述容削槽(4)的一端和所述钻削刃(2)相连接,所述容削槽(4)的另一端和所述刀槽(5)相连接。
2.根据权利要求1所述的加工叠层材料的刀具,其特征在于,所述扩孔刃(3)包括第一扩孔刃(31)和第二扩孔刃(32),所述第一扩孔刃(31)和所述第二扩孔刃(32)均设有五个第一后刀面(33)。
3.根据权利要求2所述的加工叠层材料的刀具,其特征在于,所述钻削刃(2)包括第一钻削刃(21)和第二钻削刃(22),所述第一钻削刃(21)和所述第二钻削刃(22)均设有第二后刀面(23)。
4.根据权利要求3所述的加工叠层材料的刀具,其特征在于,所述第二后刀面(23)和所述第一后刀面(33)相连接。
5.根据权利要求3所述的加工叠层材料的刀具,其特征在于,所述第一钻削刃(21)和所述第二钻削刃(22)相连接处设有圆弧刃(24)。
6.根据权利要求1所述的加工叠层材料的刀具,其特征在于,所述扩孔刃(3)相对于水平面的夹角小于所述钻削刃(2)相对于水平面的夹角。
7.根据权利要求1所述的加工叠层材料的刀具,其特征在于,所述扩孔刃(3)设有前角(34)和后角(35),所述前角(34)的角度小于所述后角(35)的角度。
8.根据权利要求1所述的加工叠层材料的刀具,其特征在于,所述刀槽(5)的数量设为两条。
技术总结
本申请公开了一种加工叠层材料的刀具,包括:切削部和柄部,所述切削部包括钻削刃、扩孔刃、容削槽、刀槽和刃带,所述切削部的一端和所述柄部相连接,所述切削部的一端设有所述钻削刃,所述扩孔刃的一端和所述钻削刃相连接,所述扩孔刃的另一端和所述刃带相连接,所述刃带设于所述刀槽的两侧,所述容削槽的一端和所述钻削刃相连接,所述容削槽的另一端和所述刀槽相连接。采用上述结构的刀具在加工叠层材料时,先利用钻削刃进行钻孔,当钻尖的钻削刃完全深入碳纤维内部后,扩孔刃开始对初孔进行加工,在钻孔的同时进行扩孔,这样不仅能够提高加工效率,而且能够保证孔的加工精度及粗糙度。
技术研发人员:井旺
受保护的技术使用者:海南中智康弘精工技术有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!