一种用于汽车钢板冲压送料结构的制作方法
本技术涉及冲压成型设备领域,具体是指一种用于汽车钢板冲压送料结构。
背景技术:
1、冲压机就是一台冲压式压力机。在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛。
2、汽车车身上一些方孔封堵板均需要冲压成型,由于产品工件体积小、需求数量较大,使用例如现有技术申请号:cn202021775589.x公开的一种冲压机来加工的话效率较低,由于其结构限制,导致钢板进行冲压成型时必须人工将钢板放在冲压位置,冲压完成后要依次挪动位置进行下一次冲压,所以本装置在用于生产本产品时,人力成人投入较大,而且,由于人工操作时不断移动进给钢板位置无法保证精准度。
3、鉴于以上,有必要提出一种用于汽车钢板冲压送料结构来解决上述问题。
技术实现思路
1、本实用新型的目的是为了解决上述技术问题,而提供一种用于汽车钢板冲压送料结构。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种用于汽车钢板冲压送料结构,包括冲压机架,还包括冲压杆,所述冲压杆由驱动机构控制上下往复冲切,所述冲压杆下方设有与冲压杆相配合的垫块,所述冲压杆一侧连接设有进给结构,所述进给结构由冲压杆驱动上下移动并在上下移动过程中将料板移动位置至下一工位,所述冲压杆一侧设有侧连接台,所述进给结构包括拨杆,所述拨杆中部铰接连接在侧连接台端部,所述拨杆下端与料板上的冲孔相配合,拨杆下移时插入冲孔中并在下移过程中转动拨动料板移动。
3、进一步的,所述冲压机架中部还固定设有导向板,所述冲压杆与导向板滑动连接;所述导向板上贯穿设有贯通孔,所述拨杆上侧为驱动杆,所述驱动杆穿过贯通孔设置,所述贯通孔为驱动杆的摆动提供宽度的空间。
4、进一步的,所述贯通孔内壁远离冲压杆一侧设有导向斜坡,所述导向斜坡与驱动杆相配合驱动拨杆顺时针转动。
5、进一步的,所述拨杆一侧设有与导向斜坡的坡面相配合的侧支杆,所述侧支杆端部内滚动设有滚珠,所述拨杆与侧连接台铰接处设有第一扭簧,第一扭簧趋向于驱动拨杆逆时针复位。
6、进一步的,还包括对移动后的料板限位的卡位结构,所述卡位结构包括卡块,所述卡块铰接设置在料板的出口侧的冲压机架上,所述卡块远离铰接端设有卡齿,所述卡齿靠近垫块一侧设有导向斜面,导向斜面与料板上的冲孔相配合,所述卡块与冲压机架铰接处设有第二扭簧,所述第二扭簧驱动卡块逆时针转动。
7、进一步的,所述驱动机构包括飞轮、连杆、驱动电机,所述飞轮转动连接在冲压机架上,所述驱动电机驱动飞轮转动,所述飞轮的盘面偏心位置铰接设有连杆,所述连杆的另一端与冲压杆上端铰接。
8、进一步的,所述驱动电机输出端设有驱动齿轮,所述飞轮外周设有外齿圈,所述驱动齿轮与外齿圈啮合连接。
9、与现有技术相比,本实用新型的有益效果是:本装置利用飞轮的转动通过连杆驱动冲压杆上下移动并与垫块相配合实现对料板的冲压加工出产品,进给结构利用已经冲出的冲孔作为锚点利用转动将料板进行横向的自动移动,从而实现自动进给,免除了人工放置料板的繁琐操作,并且移动精度较高。
技术特征:
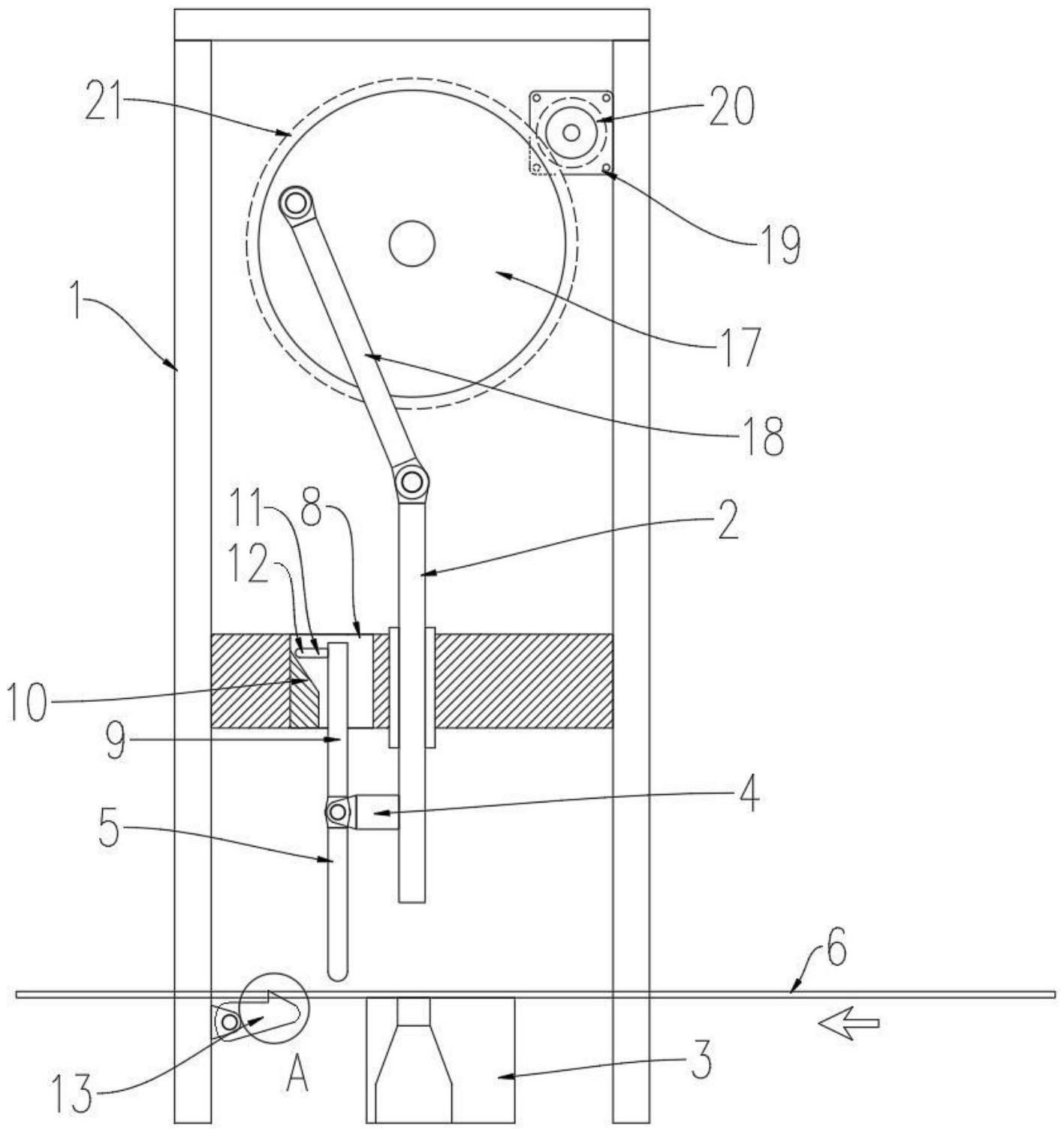
1.一种用于汽车钢板冲压送料结构,包括冲压机架(1),其特征在于,还包括冲压杆(2),所述冲压杆(2)由驱动机构控制上下往复冲切,所述冲压杆(2)下方设有与冲压杆(2)相配合的垫块(3),所述冲压杆(2)一侧连接设有进给结构,所述进给结构由冲压杆(2)驱动上下移动并在上下移动过程中将料板(6)移动位置至下一工位,所述冲压杆(2)一侧设有侧连接台(4),所述进给结构包括拨杆(5),所述拨杆(5)中部铰接连接在侧连接台(4)端部,所述拨杆(5)下端与料板(6)上的冲孔(16)相配合,拨杆(5)下移时插入冲孔(16)中并在下移过程中转动拨动料板(6)移动。
2.根据权利要求1所述的一种用于汽车钢板冲压送料结构,其特征在于,所述冲压机架(1)中部还固定设有导向板(7),所述冲压杆(2)与导向板(7)滑动连接;所述导向板(7)上贯穿设有贯通孔(8),所述拨杆(5)上侧为驱动杆(9),所述驱动杆(9)穿过贯通孔(8)设置,所述贯通孔(8)为驱动杆(9)的摆动提供宽度的空间。
3.根据权利要求2所述的一种用于汽车钢板冲压送料结构,其特征在于,所述贯通孔(8)内壁远离冲压杆(2)一侧设有导向斜坡(10),所述导向斜坡(10)与驱动杆(9)相配合驱动拨杆(5)顺时针转动。
4.根据权利要求3所述的一种用于汽车钢板冲压送料结构,其特征在于,所述拨杆(5)一侧设有与导向斜坡(10)的坡面相配合的侧支杆(11),所述侧支杆(11)端部内滚动设有滚珠(12),所述拨杆(5)与侧连接台(4)铰接处设有第一扭簧,第一扭簧趋向于驱动拨杆(5)逆时针复位。
5.根据权利要求4所述的一种用于汽车钢板冲压送料结构,其特征在于,还包括对移动后的料板(6)限位的卡位结构,所述卡位结构包括卡块(13),所述卡块(13)铰接设置在料板(6)的出口侧的冲压机架(1)上,所述卡块(13)远离铰接端设有卡齿(14),所述卡齿(14)靠近垫块(3)一侧设有导向斜面(15),导向斜面(15)与料板(6)上的冲孔(16)相配合,所述卡块(13)与冲压机架(1)铰接处设有第二扭簧,所述第二扭簧驱动卡块(13)逆时针转动。
6.根据权利要求1所述的一种用于汽车钢板冲压送料结构,其特征在于,所述驱动机构包括飞轮(17)、连杆(18)、驱动电机(19),所述飞轮(17)转动连接在冲压机架(1)上,所述驱动电机(19)驱动飞轮(17)转动,所述飞轮(17)的盘面偏心位置铰接设有连杆(18),所述连杆(18)的另一端与冲压杆(2)上端铰接。
7.根据权利要求6所述的一种用于汽车钢板冲压送料结构,其特征在于,所述驱动电机(19)输出端设有驱动齿轮(20),所述飞轮(17)外周设有外齿圈(21),所述驱动齿轮(20)与外齿圈(21)啮合连接。
技术总结
本技术公开了一种用于汽车钢板冲压送料结构,包括冲压机架,冲压杆,冲压杆由驱动机构控制上下往复冲切,冲压杆下方设有与冲压杆相配合的垫块,冲压杆一侧连接设有进给结构,进给结构由冲压杆驱动上下移动并在上下移动过程中将料板移动位置至下一工位,冲压杆一侧设有侧连接台,进给结构包括拨杆,拨杆中部铰接连接在侧连接台端部,拨杆下端与料板上的冲孔相配合,拨杆下移时插入冲孔中并在下移过程中转动拨动料板移动。本装置利用飞轮的转动通过连杆驱动冲压杆上下移动并与垫块相配合实现对料板的冲压加工出产品,进给结构利用已经冲出的冲孔作为锚点利用转动将料板进行横向的自动移动,从而实现自动进给,免除了人工放置料板的繁琐操作。
技术研发人员:李丹,黄胜昌,胡强
受保护的技术使用者:上海赐宝供应链管理有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!