锁环式同步器压装工装的制作方法
本技术属于工装,更具体地说,特别涉及锁环式同步器压装工装。
背景技术:
1、在进行汽车零部件及配件制造的时候,通常需要将锁环式同步器进行压装,压装的时候,就需要用到工装进行固定。
2、现有的锁环式同步器压装工装在使用的时候,锁环式同步器放置之后,需要费力控制锁环式同步器居中放置,影响效率,且工装的固定结构较长,若是遇到较薄的锁环式同步器,固定结构容易产生阻挡,影响压装效率。
技术实现思路
1、为了解决上述技术问题,本实用新型提供锁环式同步器压装工装,以解决现有的锁环式同步器压装工装在使用的时候,锁环式同步器放置之后,需要费力控制锁环式同步器居中放置,影响效率的问题。
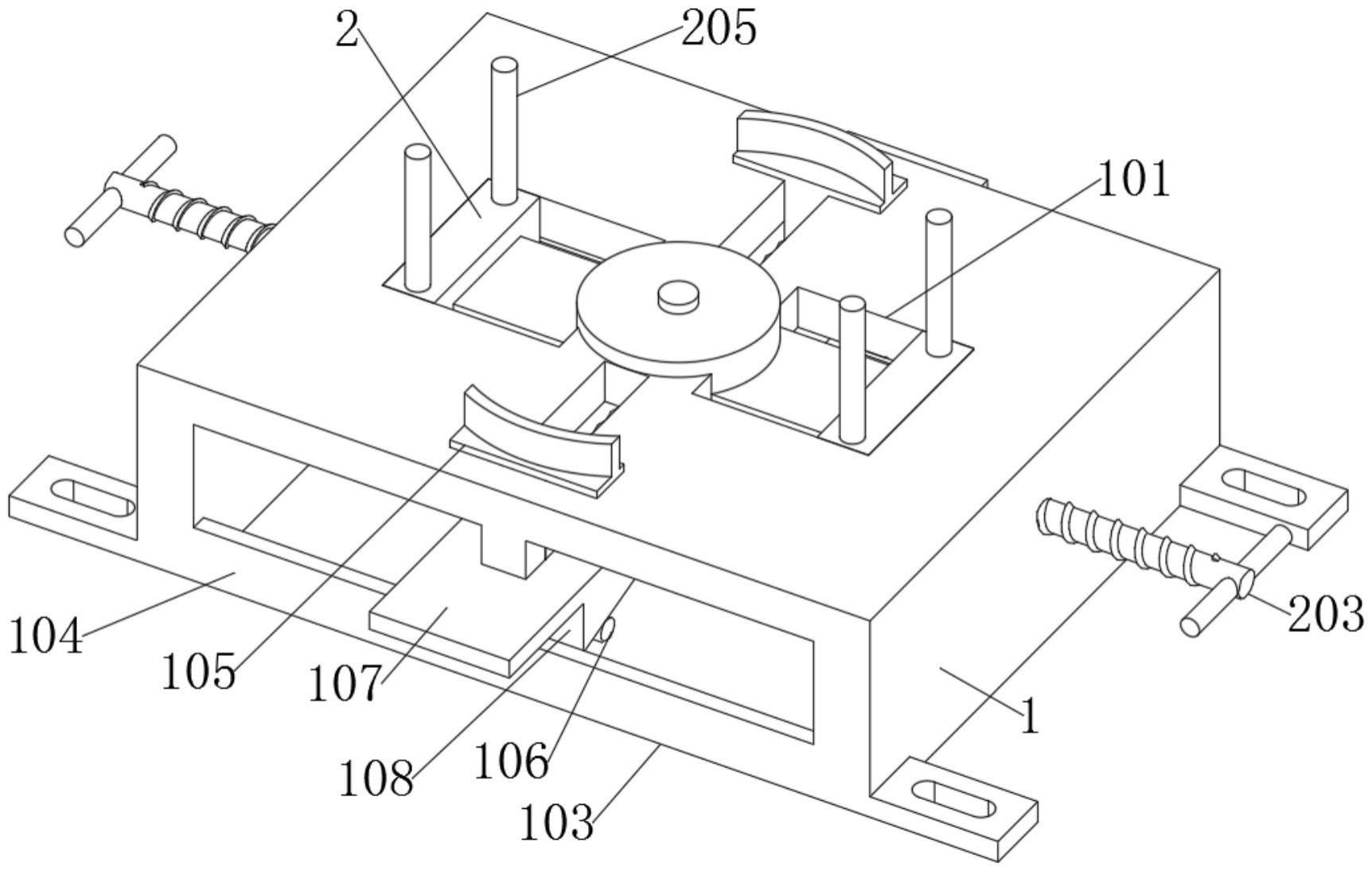
2、本实用新型锁环式同步器压装工装,包括:主体;所述主体为工装本体,主体的前后两侧分别设有一个长槽,每个长槽的内部安装有一个移动件,移动件为t形结构,移动件为金属材质,移动件共设有两个,每个移动件的顶端设有一个弧形板,每个移动件的内部设有一个圆孔,每个移动件的底部两端分别固定有一个底杆,底杆为圆柱形结构,底杆为金属材质;外件,所述外件为工字型结构,外件为金属材质,外件共设有两个,两个外件安装在主体两侧,每个外件的两侧分别设有一个通孔,每个通孔的内部插入有一个固定杆,固定杆为圆柱形结构,固定杆为金属材质。
3、可选的,所述主体的顶端左右两侧分别设有一个导槽,导槽为u形结构,每个导槽的内部插入有一个外件,主体的底部通过矩形块固定有两个导杆,导杆为圆柱形结构,导杆为金属材质,导杆插入在移动件的圆孔内部,每个导杆的外侧套装有一个弹簧;所述主体的两端分别设有一个调节孔,调节孔的内部设有螺纹,主体的底部前后两端分别固定有一个辅助板,辅助板为t形板状结构;两个所述移动件的外部套装有一个按压件,按压件为矩形框结构,按压件的内部插入有辅助板,按压件的底部两端分别固定有一个推动件,推动件为u形结构,推动件的底端为倾斜状结构,推动件的底部与底杆的侧边滑动接触。
4、可选的,所述通孔为圆形结构,每个外件的底部设有一个底槽,底槽为弧形结构,底槽的两侧为矩形结构,每个底槽的内部设有一个圆杆,每个圆杆的外侧套装有一个弹簧;每个所述外件的外部安装有一个调节杆,调节杆为t形轴结构,调节杆的外部设有螺纹,调节杆插入在调节孔的内部,每两个固定杆的底部固定有一个受力板,受力板安装在底槽的内部,每个受力板的内部设有一个圆孔,圆孔的内部插入有圆杆,受力板的底部与弹簧的顶端接触。
5、与现有技术相比,本实用新型具有如下有益效果:
6、1、通过设置移动件以及底杆,使锁环式同步器暂时放置之后,可以直接压动按压件向下位移,使按压件可以通过辅助板控制水平移动,避免出现倾斜,同时带动推动件一起移动,使推动件的底部可以与底杆的侧边滑动接触,由于推动件的底部为倾斜状结构,使底杆可以受力带动移动件位移,使两个移动件可以同时受力移动,进而通过两个弧形板同时推动锁环式同步器,使锁环式同步器可以居中放置,提高固定效率;
7、2、通过设置固定杆,使本装置在压装的时候,固定杆固定锁环式同步器之后,若是固定杆的顶端高出锁环式同步器,在压装机械移动的时候,可以与固定杆的顶端接触,使固定杆可以自动受力向下位移,进而通过受力板将弹簧压缩,使固定杆可以自适应调节高度,避免固定杆过高,影响锁环式同步器的压装。
技术特征:
1.锁环式同步器压装工装,其特征在于,包括:主体(1);所述主体(1)为工装本体,主体(1)的前后两侧分别设有一个长槽,每个长槽的内部安装有一个移动件(105),移动件(105)为t形结构,移动件(105)为金属材质,移动件(105)共设有两个,每个移动件(105)的顶端设有一个弧形板,每个移动件(105)的内部设有一个圆孔,每个移动件(105)的底部两端分别固定有一个底杆(106),底杆(106)为圆柱形结构,底杆(106)为金属材质;外件(2),所述外件(2)为工字型结构,外件(2)为金属材质,外件(2)共设有两个,两个外件(2)安装在主体(1)两侧,每个外件(2)的两侧分别设有一个通孔(201),每个通孔(201)的内部插入有一个固定杆(205),固定杆(205)为圆柱形结构,固定杆(205)为金属材质。
2.如权利要求1所述锁环式同步器压装工装,其特征在于,所述主体(1)的顶端左右两侧分别设有一个导槽(101),导槽(101)为u形结构,每个导槽(101)的内部插入有一个外件(2),主体(1)的底部通过矩形块固定有两个导杆(102),导杆(102)为圆柱形结构,每个导杆(102)的外侧套装有一个弹簧。
3.如权利要求1所述锁环式同步器压装工装,其特征在于,所述主体(1)的两端分别设有一个调节孔(103),调节孔(103)的内部设有螺纹,主体(1)的底部前后两端分别固定有一个辅助板(104),辅助板(104)为t形板状结构。
4.如权利要求1所述锁环式同步器压装工装,其特征在于,两个所述移动件(105)的外部套装有一个按压件(107),按压件(107)为矩形框结构,按压件(107)的内部插入有辅助板(104),按压件(107)的底部两端分别固定有一个推动件(108),推动件(108)为u形结构,推动件(108)的底端为倾斜状结构,推动件(108)的底部与底杆(106)的侧边滑动接触。
5.如权利要求1所述锁环式同步器压装工装,其特征在于,所述通孔(201)为圆形结构,每个外件(2)的底部设有一个底槽(202),底槽(202)为弧形结构,底槽(202)的两侧为矩形结构,每个底槽(202)的内部设有一个圆杆,每个圆杆的外侧套装有一个弹簧。
6.如权利要求5所述锁环式同步器压装工装,其特征在于,每个所述外件(2)的外部安装有一个调节杆(203),调节杆(203)为t形轴结构,调节杆(203)的外部设有螺纹,调节杆(203)插入在调节孔(103)的内部,每两个固定杆(205)的底部固定有一个受力板(204),受力板(204)安装在底槽(202)的内部,每个受力板(204)的内部设有一个圆孔,圆孔的内部插入有圆杆,受力板(204)的底部与弹簧的顶端接触。
技术总结
本技术提供锁环式同步器压装工装,涉及工装领域,以解决现有的锁环式同步器压装工装在使用的时候,工装的固定结构较长,若是遇到较薄的锁环式同步器,固定结构容易产生阻挡,影响压装效率的问题;包括:外件,所述外件为工字型结构,两个外件安装在主体两侧,每个外件的两侧分别设有一个通孔,每个通孔的内部插入有一个固定杆,固定杆为圆柱形结构,固定杆为金属材质;压装的时候,固定杆固定锁环式同步器之后,若是固定杆的顶端高出锁环式同步器,在压装机械移动的时候,可以与固定杆的顶端接触,使固定杆可以自动受力向下位移,进而通过受力板将弹簧压缩,使固定杆可以自适应调节高度,避免固定杆过高,影响锁环式同步器的压装。
技术研发人员:张道平,张光国,黄荣
受保护的技术使用者:十堰聚旺汽车同步器有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!