一种三合一成型工装的制作方法
本技术涉及弹药制作,尤其涉及一种三合一成型工装。
背景技术:
1、盂形件因为制品件尺寸小,加工难度大,步骤繁复,耗时长,效率低,为保障制品件一致性高,要实现下料、成型、冲孔同时完成,将三道工序合成一道工序进行生产;原材料宽度所限,料片排布为斜排,一出两料。
技术实现思路
1、有鉴于此,本申请提供了一种三合一成型工装,实现制品一次成型,提高生产的一致性和生产效率。
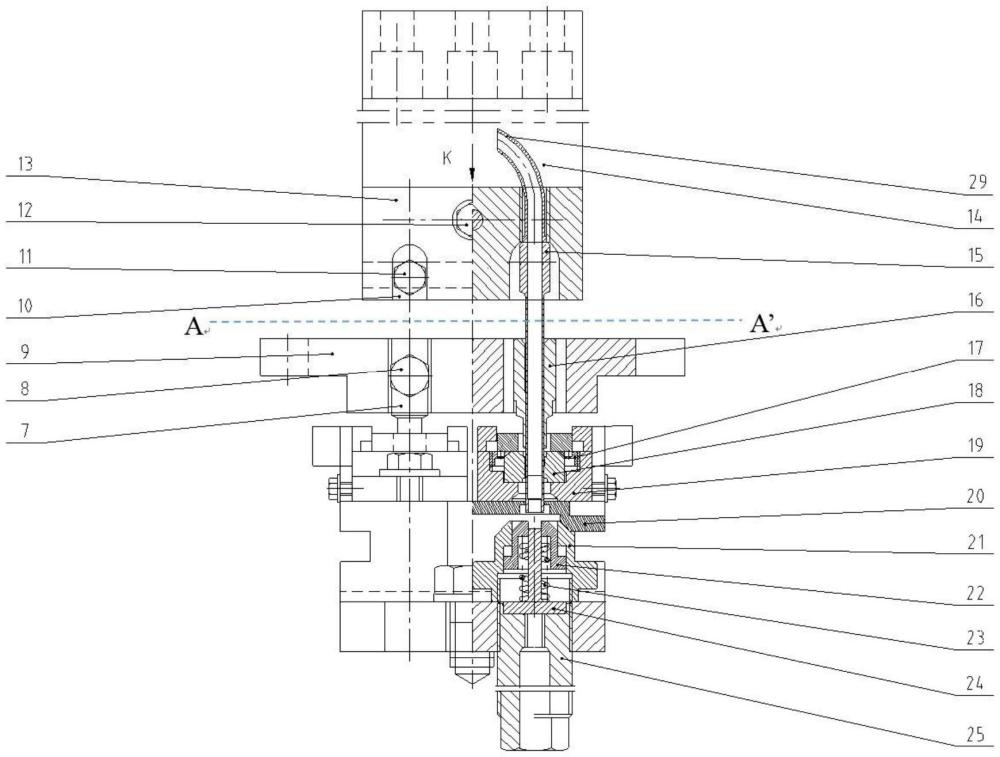
2、为实现上述目的,根据本实用新型实施例的一个方面,提供了一种三合一成型工装,包括:底座1、下料模板2、压板3、过料板5、剪刀夹具7、固定剪刀板9、冲子卡具10、圆柱销12、固定冲子板13、固定冲子板安装座14、下料冲盂冲孔冲15、下料冲盂剪刀16、模子盖17、刮板20、刮套盒21、刮套22、弹簧23、冲孔冲子24和冲孔冲子座25;固定冲子板安装座14上端面用于与机床连接,固定冲子板13与固定冲子板安装座14通过圆柱销12固定,冲子卡具10和下料冲盂冲孔冲15上端固定,并通过固定剪刀板9导正,剪刀卡具7设置有圆形卡口并固定,冲子卡具10卡住下料冲盂剪刀16,并在固定剪刀板9内部固定,刮板20置于下料模板2下方,刮套22置于刮套盒21内部,弹簧23套设于冲孔冲子24,冲孔冲子24底部安装于冲孔冲子座25上端,压板3和下料冲盂模子18固定在下料模板2下面,模子盖17套设于下料冲盂模子18,将下料冲盂模子18固定于下料模板2;压板3边缘插在下料模板2上,过料板5固定于底座1,底座1用于与机床固定,下料冲盂剪刀16套在下料冲盂冲孔冲15上,在固定剪刀板9内上下滑动,刮套盒21上方用于放置料片完成下料,下料冲盂冲孔冲15与下料冲盂模子18相配合完成成型,冲孔冲子24与下料冲盂冲孔冲15配合用于冲孔,冲孔后产生的圆形料片顺着下料冲盂冲孔冲15向上移动,刮板20用于退下在下料冲盂冲孔冲15上成型的制品30。实现制品一次成型,提高生产的一致性和生产效率。
3、可选地,所述刮板20与机床的传动杆连接,传动杆用于带动刮板20往复运动,实现自动控制。
4、可选地,所述三合一成型工装由两组并排设置或对称设置,实现一出两料,进一步提高制品一致性和生产效率。
5、可选地,下料冲盂剪刀16与下料冲盂冲孔冲15设有通孔,与下料冲盂模子18相配,用于剪切料片的同时料片成型。
6、可选地,还包括排屑管29,排屑管29设置于固定冲子板13内,排屑管29底端面与下料冲盂冲孔冲上端15相连,冲孔后产生的圆形料片顺着下料冲盂冲孔冲15向上移动,从排屑管29排出。
7、可选地,所述制品30为中部带孔的盂形制品。
8、上述的非惯用的可选方式所具有的进一步效果将在下文中结合具体实施方式加以说明。
技术特征:
1.一种三合一成型工装,其特征在于,包括:底座(1)、下料模板(2)、压板(3)、过料板(5)、剪刀夹具(7)、固定剪刀板(9)、冲子卡具(10)、圆柱销(12)、固定冲子板(13)、固定冲子板安装座(14)、下料冲盂冲孔冲(15)、下料冲盂剪刀(16)、模子盖(17)、刮板(20)、刮套盒(21)、刮套(22)、弹簧(23)、冲孔冲子(24)和冲孔冲子座(25);
2.根据权利要求1所述的工装,其特征在于,所述刮板(20)与机床的传动杆连接,传动杆用于带动刮板(20)往复运动。
3.根据权利要求1所述的工装,其特征在于,所述三合一成型工装由两组并排设置或对称设置。
4.根据权利要求1所述的工装,其特征在于,下料冲盂剪刀(16)与下料冲盂冲孔冲(15)设有通孔,与下料冲盂模子(18)相配,用于剪切料片的同时料片成型。
5.根据权利要求1所述的工装,其特征在于,还包括排屑管(29),排屑管(29)设置于固定冲子板(13)内,排屑管(29)底端面与下料冲盂冲孔冲(15)上端相连,冲孔后产生的圆形料片顺着下料冲盂冲孔冲(15)向上移动,从排屑管(29)排出。
6.根据权利要求1所述的工装,其特征在于,所述制品(30)为中部带孔的盂形制品。
技术总结
本技术公开了一种三合一成型工装,涉及弹药制作技术领域。该装置的一个具体实施方式包括:底座、下料模板、压板、过料板、剪刀夹具、固定剪刀板、冲子卡具、圆柱销、固定冲子板、固定冲子板安装座、下料冲盂冲孔冲、下料冲盂剪刀、模子盖、刮板、刮套盒、刮套、弹簧、冲孔冲子和冲孔冲子座。本装置实现制品一次成型,提高生产的一致性和生产效率。
技术研发人员:曲文文,路修嵘,栾政武,郭颂,刘元腾,孙忠富,金元,张吉祥,宋坤,张晔,吕正林,吴博胜,黄客,王思雪,赵立彬
受保护的技术使用者:黑龙江北方工具有限公司
技术研发日:20230626
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!