一种金属压盖生产用冲压成型模具的制作方法
本技术涉及冲压成型,具体为一种金属压盖生产用冲压成型模具。
背景技术:
1、冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的加工成型方法,冲压的坯料主要是热轧和冷轧的钢板和钢带。
2、现有的金属盖冲压成型模具在使用过程中仍然存在一定的缺陷,例如,在加工后脱模时,工件容易贴合在凸模的外壁,需要人工对其进行分离,从而导致加工的效率变慢。
技术实现思路
1、(一)解决的技术问题
2、本实用新型的目的在于提供一种金属压盖生产用冲压成型模具,以解决上述背景技术中提出需要人工对其进行分离,从而导致加工的效率变慢的问题。
3、(二)技术方案
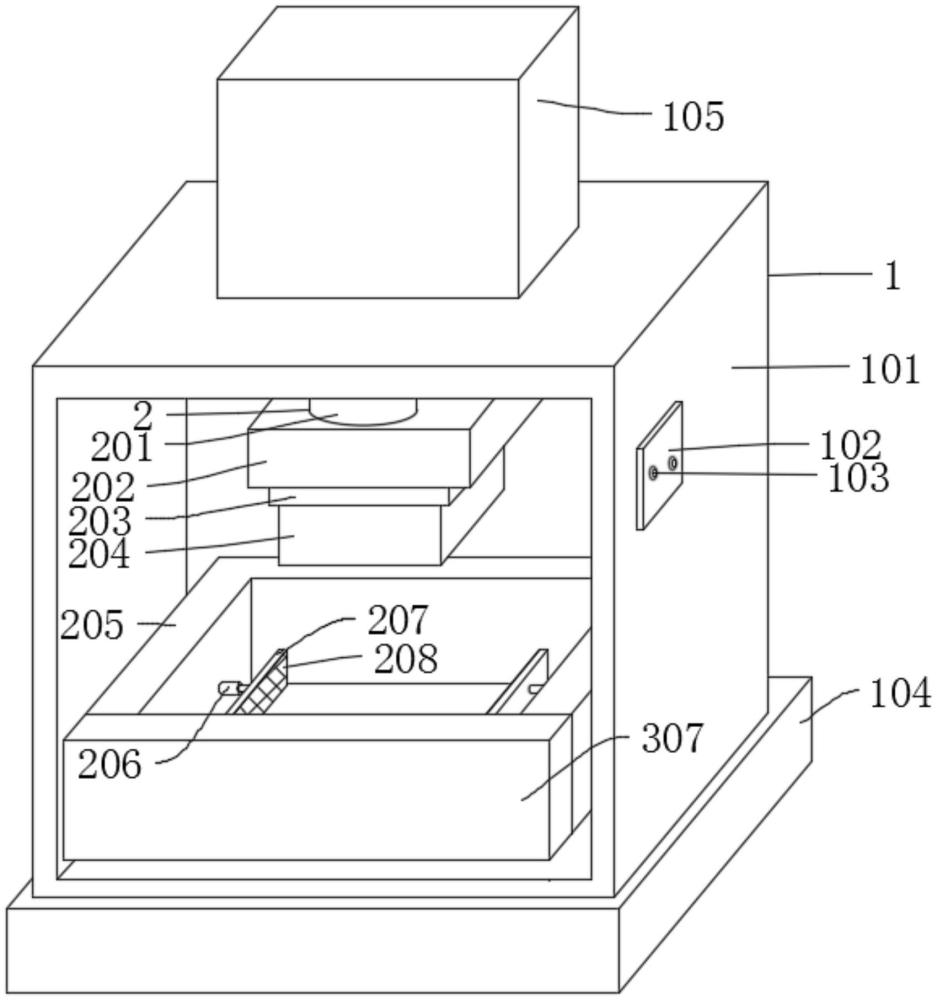
4、为实现上述目的,本实用新型提供如下技术方案:包括主体机构、冲压机构和减震机构,所述冲压机构位于主体机构的内部,所述减震机构位于主体机构的内部,所述主体机构包括操作箱、控制面板、按钮、固定底座和冲压器,所述控制面板的左侧固定连接操作箱的右侧,所述按钮电性连接控制面板,所述固定底座的上表面固定连接操作箱的底部,所述冲压器的底部固定连接操作箱的上表面,通过按钮的结构,便于该金属压盖生产用冲压成型模具实际使用时的控制便捷性。
5、优选的,所述冲压机构包括冲压杆、固定顶板、动模、凸模、模具、电动推杆、挤压板和防滑垫,所述冲压杆的顶部连接有冲压器,所述固定顶板的上表面固定连接冲压杆的底部,所述动模的顶部固定连接固定顶板的下表面,通过电动推杆的结构,便于该金属压盖生产用冲压成型模具实际使用时对加工件的固定。
6、优选的,所述凸模的顶部固定连接动模的下表面,所述模具的底部与操作箱的内底壁接触,所述电动推杆的左侧固定连接模具的内壁,所述电动推杆数量设置为两个,所述挤压板的左侧固定连接电动推杆的右侧,所述防滑垫的左侧固定连接挤压板的右侧,通过防滑垫的结构,便于该金属压盖生产用冲压成型模具使用时对加工件的防滑。
7、优选的,所述减震机构包括防护板、减震弹簧、电磁铁、通孔、复位弹簧、固定座和侧板,所述防护板位于模具内部,所述防护板两端与模具内壁接触,所述减震弹簧的顶部固定连接防护板的下表面,通过减震弹簧的结构,便于该金属压盖生产用冲压成型模具实际使用时对模具的保护。
8、优选的,所述减震弹簧的顶部固定连接模具的内底壁,所述电磁铁设置在防护板的内部,所述通孔开设在模具的前端,所述通孔数量设置为两个,通过电磁铁的结构,便于该金属压盖生产用冲压成型模具使用时避免工件贴合凸模。
9、优选的,所述复位弹簧的后端固定连接模具槽的内壁,所述复位弹簧设置为两个,所述固定座的上端固定连接复位弹簧前端,所述侧板的后端与模具槽前端接触,所述侧板的上表面固定连接固定座的底部,通过复位弹簧的结构,便于该金属压盖生产用冲压成型模具实际使用时对侧板的复位。
10、与现有技术相比,本实用新型的有益效果是:
11、1、该金属压盖生产用冲压成型模具,通过设置的固定底座,便于该金属压盖生产用冲压成型模具使用时的稳定性,通过设置的控制面板,便于该金属压盖生产用冲压成型模具实际使用时的操作便捷;
12、2、该金属压盖生产用冲压成型模具,启动电动推杆,电动推杆向前推动使两个挤压板相互靠近移动,从而对加工件进行固定,挤压板前端的防滑垫避免加工件滑动,便于该金属压盖生产用冲压成型模具实际使用对加工件的固定便捷性;
13、3、该金属压盖生产用冲压成型模具,打开电磁铁,使电磁铁产生吸力对加工件进行吸附,防护板下端连接的减震弹簧有效地抵消冲压力,避免对模具造成损坏,侧板拉下来取出模具槽内加工件,松开侧板,复位弹簧的作用力下对侧板进行复位,使取出加工件更加方便,便于该金属压盖生产用冲压成型模具实际使用时能有效地避免工件贴合凸模的外壁。
技术特征:
1.一种金属压盖生产用冲压成型模具,包括主体机构(1)、冲压机构(2)和减震机构(3),所述冲压机构(2)位于主体机构(1)的内部,所述减震机构(3)位于主体机构(1)的内部,所述主体机构(1)包括操作箱(101)、控制面板(102)、按钮(103)、固定底座(104)和冲压器(105),所述控制面板(102)的左侧固定连接操作箱(101)的右侧,所述按钮(103)电性连接控制面板(102),所述固定底座(104)的上表面固定连接操作箱(101)的底部,所述冲压器(105)的底部固定连接操作箱(101)的上表面,其特征在于:所述减震机构(3)包括防护板(301)、减震弹簧(302)、电磁铁(303)、通孔(304)、复位弹簧(305)、固定座(306)和侧板(307),所述防护板(301)位于模具(205)内部,所述防护板(301)两端与模具(205)内壁接触,所述减震弹簧(302)的顶部固定连接防护板(301)的下表面,所述减震弹簧(302)的顶部固定连接模具(205)的内底壁,所述电磁铁(303)设置在防护板(301)的内部,所述通孔(304)开设在模具(205)的前端,所述通孔(304)数量设置为两个。
2.根据权利要求1所述的一种金属压盖生产用冲压成型模具,其特征在于:所述冲压机构(2)包括冲压杆(201)、固定顶板(202)、动模(203)、凸模(204)、模具(205)、电动推杆(206)、挤压板(207)和防滑垫(208),所述冲压杆(201)的顶部连接有冲压器(105),所述固定顶板(202)的上表面固定连接冲压杆(201)的底部,所述动模(203)的顶部固定连接固定顶板(202)的下表面。
3.根据权利要求2所述的一种金属压盖生产用冲压成型模具,其特征在于:所述凸模(204)的顶部固定连接动模(203)的下表面,所述模具(205)的底部与操作箱(101)的内底壁接触,所述电动推杆(206)的左侧固定连接模具(205)的内壁,所述电动推杆(206)数量设置为两个,所述挤压板(207)的左侧固定连接电动推杆(206)的右侧,所述防滑垫(208)的左侧固定连接挤压板(207)的右侧。
4.根据权利要求1所述的一种金属压盖生产用冲压成型模具,其特征在于:所述复位弹簧(305)的后端固定连接模具(205)槽的内壁,所述复位弹簧(305)设置为两个,所述固定座(306)的上端固定连接复位弹簧(305)前端,所述侧板(307)的后端与模具(205)槽前端接触,所述侧板(307)的上表面固定连接固定座(306)的底部。
技术总结
本技术涉及冲压成型技术领域,且公开了一种金属压盖生产用冲压成型模具,包括主体机构、冲压机构和减震机构,所述冲压机构位于主体机构的内部,所述减震机构位于主体机构的内部,所述主体机构包括操作箱、控制面板、按钮、固定底座和冲压器,所述控制面板的左侧固定连接操作箱的右侧,所述按钮电性连接控制面板,所述固定底座的上表面固定连接操作箱的底部,所述冲压器的底部固定连接操作箱的上表面,所述冲压机构包括冲压杆、固定顶板、动模、凸模、模具、电动推杆、挤压板和防滑垫,所述冲压杆的顶部连接有冲压器。该金属压盖生产用冲压成型模具,通过电动推杆的结构,便于该金属压盖生产用冲压成型模具实际使用时对加工件的固定。
技术研发人员:宋章保
受保护的技术使用者:太仓市仁瑞金属制品有限公司
技术研发日:20230629
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!