一种中冷器芯子柔性夹具以及中冷器焊接设备的制作方法
本技术涉及中冷器生产设备领域,特别是一种中冷器芯子柔性夹具以及中冷器焊接设备。
背景技术:
1、现有中冷器芯子多采用手工氩弧焊生产,手工氩弧焊存在效率低、产品外观不良、铝料浪费、溶蚀、焊缝漏等问题,具体为:
2、1、手工焊接对人员要求较高,容易出现溶蚀、虚焊、漏焊,需要反复返工补焊或者报废。
3、2、对于中冷器外形越大,焊接约困难,中途需要停顿跟换焊丝。
4、3、手工焊接稳定性、一致性较差,泄漏不良较高。
5、4、焊接合格率低,对于复杂外形,不服焊接点较难操作,生产效率低。换型繁琐。
6、5、对于较长焊缝,手工焊接无法保证焊缝直线度、溶蚀深度,在外观、焊接质量上一致性较差。
7、另外,在实际使用中,由于焊接自动化的要求,需要设计对应不同规格中冷器芯子、并且可快速更换中冷器芯子的柔性夹具。
技术实现思路
1、为解决上述问题,本实用新型提出一种中冷器芯子柔性夹具,方便夹持中冷器芯子。同时,提出一种中冷器焊接设备,其可以自动化完成中冷器芯子的焊接,最大程度上避免手工氩弧焊生产的问题出现。
2、为实现上述目的,本实用新型采用的技术方案是:
3、在第一个技术方案中,一种中冷器芯子柔性夹具,包括
4、架子;
5、导向件,与所述架子固定连接,该导向件的背向架子一侧开设有直线滑道;以及
6、压制件,每一导向件的滑道均滑动安装有至少2个压制件,该压制件可滑动并定位的安装在滑道中,所述压制件具有接触部,所述压制件通过接触部将中冷器芯子夹持在导向件表面。
7、在第一个技术方案中,作为优选的,所述导向件有2个,且2个所述导向件的直线滑道相互平行设置。
8、在第一个技术方案中,作为优选的,所述导向件朝向中冷器芯子一侧为平面。
9、在第一个技术方案中,作为优选的,所述导向件具有用于驱动压制件沿直线滑道移动的驱动单元。
10、在第一个技术方案中,作为优选的,所述架子为部分表面镂空的金属框架。
11、在第二个技术方案中,中冷器焊接设备,包括中冷器芯子柔性夹具,所述中冷器芯子柔性夹具为上述第一个技术方案中所述的中冷器芯子柔性夹具。
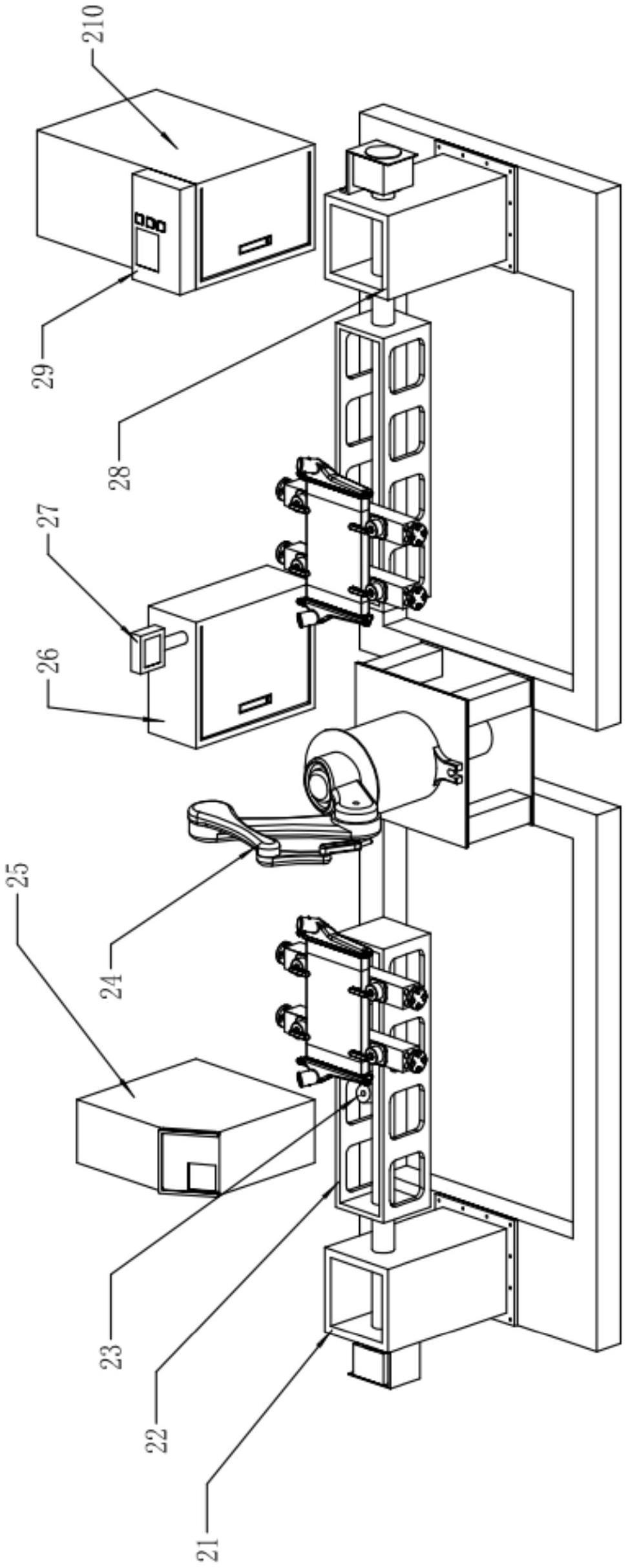
12、在第二个技术方案中,作为优选的,所述中冷器焊接设备还包括焊接机器人和变位机,所述变位机为转轴式变位机,所述架子固定连接于所述变位机的转动终端。
13、在第二个技术方案中,作为优选的,所述焊接机器人的两侧分别布置有第一变位机和第二变位机,每一所述变位机的转动终端分别安装有一组中冷器芯子柔性夹具。
14、在第二个技术方案中,作为优选的,所述焊接机器人包括焊枪以及临近焊枪设置的焊缝图像采集设备。
15、在第二个技术方案中,作为优选的,所述焊枪为弧焊焊枪,焊枪的电源为lorch s8型弧焊电源,所述焊接机器人为kuka kr6-2工业机器人。
16、使用本实用新型的有益效果是:
17、1.中冷器芯子柔性夹具采用导向件作为整个夹具的核心部件,通过导向件可调整压制件的位置,对应不同的规格的中冷器芯子安装,具体为,导向件的位置可以改变,可适配于不同长度规格的中冷器芯子,压制件可在直线滑道上调整位置并定位,适应不同宽度规格的中冷器芯子。因此,本申请中的中冷器芯子柔性夹具具有适应多规格的中冷器芯子的效果。
18、2.中冷器焊接设备通过变位机和焊接机器人配合,可通过预先输入plc控制指令自动控制整个焊接过程,在焊接过程中变位机改变待焊接中冷器芯子的角度,以便配合焊接机器人一次性完成焊缝。双变位机产生的双工位可加快焊接生产的节奏。
技术特征:
1.一种中冷器芯子柔性夹具,其特征在于:包括
2.根据权利要求1所述的中冷器芯子柔性夹具,其特征在于:所述导向件有2个,且2个所述导向件的直线滑道相互平行设置。
3.根据权利要求1所述的中冷器芯子柔性夹具,其特征在于:所述导向件朝向中冷器芯子一侧为平面。
4.根据权利要求1所述的中冷器芯子柔性夹具,其特征在于:所述导向件具有用于驱动压制件沿直线滑道移动的驱动单元。
5.根据权利要求1所述的中冷器芯子柔性夹具,其特征在于:所述架子为部分表面镂空的金属框架。
6.中冷器焊接设备,其特征在于:包括中冷器芯子柔性夹具,所述中冷器芯子柔性夹具为如权利要求1-5任一项所述的中冷器芯子柔性夹具。
7.根据权利要求6所述的中冷器焊接设备,其特征在于:所述中冷器焊接设备还包括
8.根据权利要求7所述的中冷器焊接设备,其特征在于:所述焊接机器人的两侧分别布置有第一变位机和第二变位机,每一所述变位机的转动终端分别安装有一组中冷器芯子柔性夹具。
9.根据权利要求7所述的中冷器焊接设备,其特征在于:所述焊接机器人包括焊枪以及临近焊枪设置的焊缝图像采集设备。
10.根据权利要求9所述的中冷器焊接设备,其特征在于:所述焊枪为弧焊焊枪,焊枪的电源为lorch s8型弧焊电源,所述焊接机器人为kuka kr6-2工业机器人。
技术总结
本技术涉及中冷器生产设备领域,一种中冷器芯子柔性夹具,包括架子;导向件,与所述架子固定连接,该导向件的背向架子一侧开设有直线滑道;以及压制件,每一导向件的滑道均滑动安装有至少2个压制件,该压制件可滑动并定位的安装在滑道中,所述压制件具有接触部,所述压制件通过接触部将中冷器芯子夹持在导向件表面,该中冷器芯子柔性夹具方便夹持中冷器芯子。同时,提出一种使用上述中冷器芯子柔性夹具的中冷器焊接设备,其可以自动化完成中冷器芯子的焊接,最大程度上避免手工氩弧焊生产的焊接不良问题出现。
技术研发人员:张玉,胡俊康
受保护的技术使用者:湖北雷迪特冷却系统股份有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!