冲裁结构及冲裁设备的制作方法
本技术涉及冲裁加工,具体涉及一种冲裁结构及冲裁设备。
背景技术:
1、冲裁是利用冲模的刃口使板料沿一定的轮廓线产生剪切变形,进而从板料上分离出所需形状及尺寸的零件的一种冲压加工方法。
2、然而,基于传统冲裁工艺分离出的冲裁零件的断面通常只能获得60%左右的光亮带,且断面上存在较大的塌角及撕裂带斜度。为了使冲裁零件获得更高的尺寸精度及断面质量,往往需要对断面进行研磨等二次加工,如此便导致生产效率难以提高。
技术实现思路
1、本实用新型的目的在于提供一种冲裁结构,旨在解决现有冲裁零件的断面往往需要通过二次加工提高尺寸精度及表面质量,由此导致生产效率较低的技术问题。
2、本实用新型为达到其目的,所采用的技术方案如下:
3、一种冲裁结构,所述冲裁结构包括:
4、第一模体;
5、第二模体,开设有下料凹腔,所述下料凹腔与所述第一模体相对设置,所述下料凹腔的横截面形状相对所述第一模体的横截面形状等距缩小;
6、所述第二模体用于放置待冲裁件,所述待冲裁件覆盖所述下料凹腔;所述第一模体用于推动所述待冲裁件往靠近所述下料凹腔的方向发生形变。
7、进一步地,所述冲裁结构包括导向块;所述导向块连接于所述第二模体上,所述导向块开设有导向通道,所述第一模体沿靠近或远离所述下料凹腔的方向滑动配合于所述导向通道中。
8、进一步地,所述下料凹腔开设于所述第二模体的支承面上;所述导向块具有压合面,所述压合面与所述支承面间隔设置,所述压合面用于将所述待冲裁件压合于所述支承面上。
9、进一步地,所述下料凹腔中设有顶料块;所述顶料块用于与所述待冲裁件抵接。
10、进一步地,所述下料凹腔中设置有伸缩组件;所述伸缩组件与所述顶料块连接;所述伸缩组件用于驱动所述顶料块沿靠近或远离所述第一模体的方向移动。
11、进一步地,所述伸缩组件包括弹性件,所述弹性件的一端连接于所述下料凹腔的侧壁上,所述弹性件的另一端与所述顶料块连接。
12、进一步地,所述弹性件包括弹簧,所述弹簧的一端连接于所述下料凹腔的侧壁上,所述弹簧的另一端与所述顶料块连接。
13、对应地,本实用新型还提出一种冲裁设备,所述冲裁设备包括如前述的冲裁结构。
14、与现有技术相比,本实用新型的有益效果是:
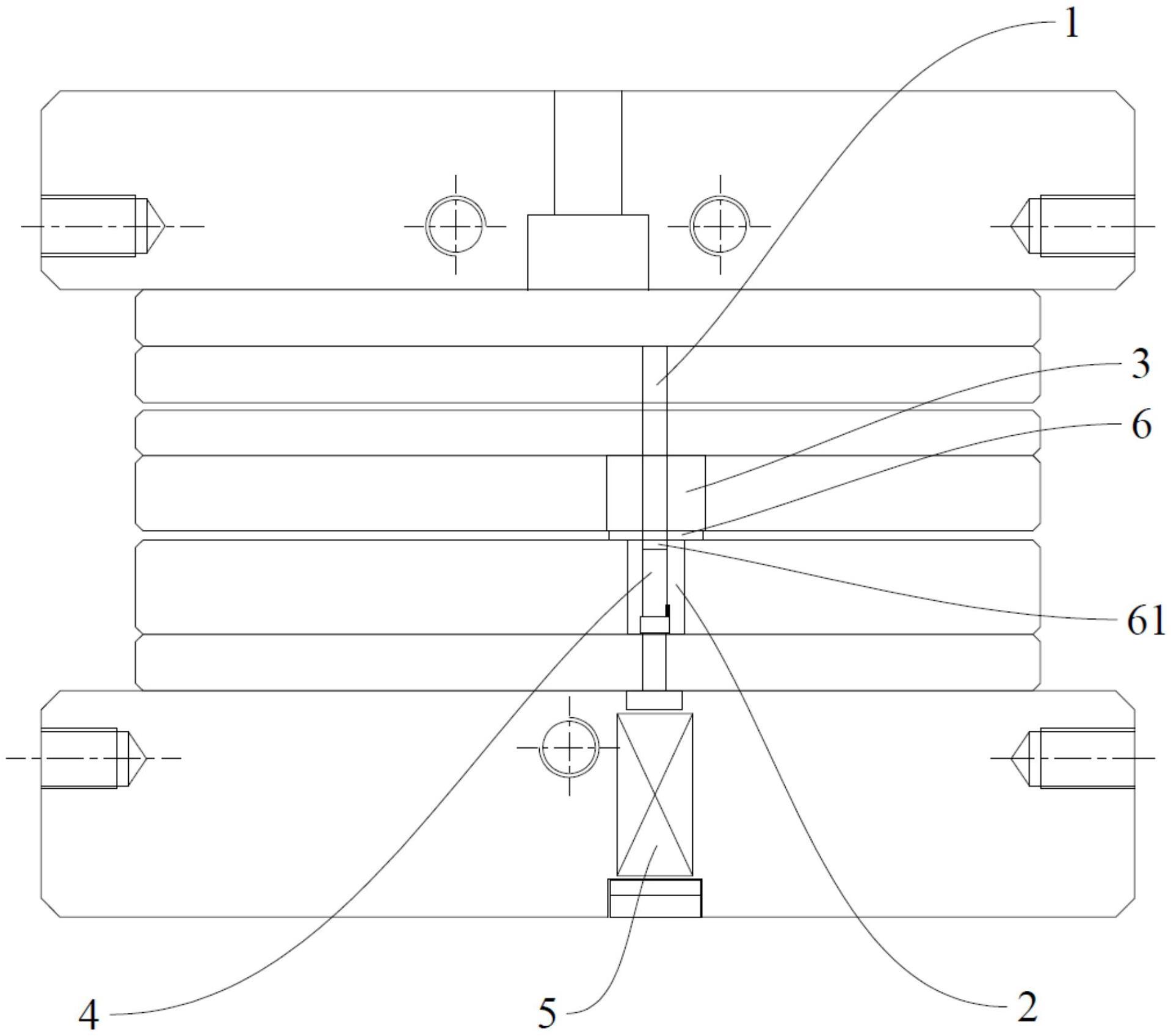
15、本实用新型提出的冲裁结构,当第一模体下行并与待冲裁件接触后,第一模体可推动待冲裁件悬空于下料凹腔上方的部分往靠近下料凹腔的方向发生形变;而由于第一模体的横截面形状大于下料凹腔的横截面形状,因此第一模体无法进入下料凹腔中,从而第一模体只能对待冲裁件产生挤压作用而无法通过剪切作用将目标冲裁零件从待冲裁件上完全分离,而第一模体对待冲裁件的挤压作用可在待冲裁件上产生一定的剪切作用力,以使待冲裁件形成半剪状态,半剪状态下的目标冲裁零件与待冲裁件的其它部分之间仍保持连接状态,但连接处已经被充分挤压而形成良好的塑形剪切面;在后续工艺流程中,只需对待冲裁件上的目标冲裁零件部分施加较小的冲击力,即可使目标冲裁零件从待冲裁件上分离,同时使得目标冲裁零件的断面具有完整的光亮带,无需通过研磨等二次加工手段对目标冲裁零件的断面进行修整即可获得较高的断面尺寸精度及断面质量,从而提高了目标冲裁零件的生产效率。
技术特征:
1.一种冲裁结构,其特征在于,所述冲裁结构包括:
2.根据权利要求1所述的冲裁结构,其特征在于,所述冲裁结构包括导向块;所述导向块连接于所述第二模体上,所述导向块开设有导向通道,所述第一模体沿靠近或远离所述下料凹腔的方向滑动配合于所述导向通道中。
3.根据权利要求2所述的冲裁结构,其特征在于,所述下料凹腔开设于所述第二模体的支承面上;所述导向块具有压合面,所述压合面与所述支承面间隔设置,所述压合面用于将所述待冲裁件压合于所述支承面上。
4.根据权利要求1所述的冲裁结构,其特征在于,所述下料凹腔中设有顶料块;所述顶料块用于与所述待冲裁件抵接。
5.根据权利要求4所述的冲裁结构,其特征在于,所述下料凹腔中设置有伸缩组件;所述伸缩组件与所述顶料块连接;所述伸缩组件用于驱动所述顶料块沿靠近或远离所述第一模体的方向移动。
6.根据权利要求5所述的冲裁结构,其特征在于,所述伸缩组件包括弹性件,所述弹性件的一端连接于所述下料凹腔的侧壁上,所述弹性件的另一端与所述顶料块连接。
7.根据权利要求6所述的冲裁结构,其特征在于,所述弹性件包括弹簧,所述弹簧的一端连接于所述下料凹腔的侧壁上,所述弹簧的另一端与所述顶料块连接。
8.一种冲裁设备,其特征在于,所述冲裁设备包括如权利要求1至7中任一项所述的冲裁结构。
技术总结
本技术公开了一种冲裁结构及冲裁设备,涉及冲裁加工技术领域,该冲裁结构包括第一模体和第二模体;第二模体开设有下料凹腔,下料凹腔与第一模体相对设置,下料凹腔的横截面形状相对第一模体的横截面形状等距缩小;第二模体用于放置待冲裁件,待冲裁件覆盖下料凹腔;第一模体用于推动待冲裁件往靠近下料凹腔的方向发生形变。本技术提出的冲裁结构可解决现有冲裁零件的断面往往需要通过二次加工提高尺寸精度及表面质量,由此导致生产效率较低的技术问题。
技术研发人员:黄攀峰,孔金华
受保护的技术使用者:东莞市禾聚精密电子科技有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!