一种侧整形模具的制作方法
本技术属于冲压模具,尤其涉及一种侧整形模具。
背景技术:
1、现有一种下推力杆左支架(属于汽车零部件),其原有冲压工序依次为:落料冲孔-拉延-第一次成型-第二次成型-侧冲孔。而每个工序是采用不同模具冲压加工。
2、但是在生产时发现在第一次成型后下推力杆左支架n的第二翼板部n-2会出现上翘现象(可对比图1-2),改进后需要增加了一道侧整形工序(可参见图3)。其新工序为:落料冲孔-拉延-第一次成型-侧整形(新增工序)-第二次成型-侧冲孔。该新增工序要求将第一次成型后的下推力杆左支架的第二翼板部n-3(上翘状态)修正后与其第一翼板部n-2能保持平整,因此需要设计一套专用的侧整形模具。
3、目前已知或公开的模具是无法实现且不通用。
技术实现思路
1、本实用新型目的提供了一种侧整形模具,以解决现有模具无法实现用于对下推力杆左支架n的第二翼板部n-3修正后与其第一翼板部n-2能保持平整的技术问题。
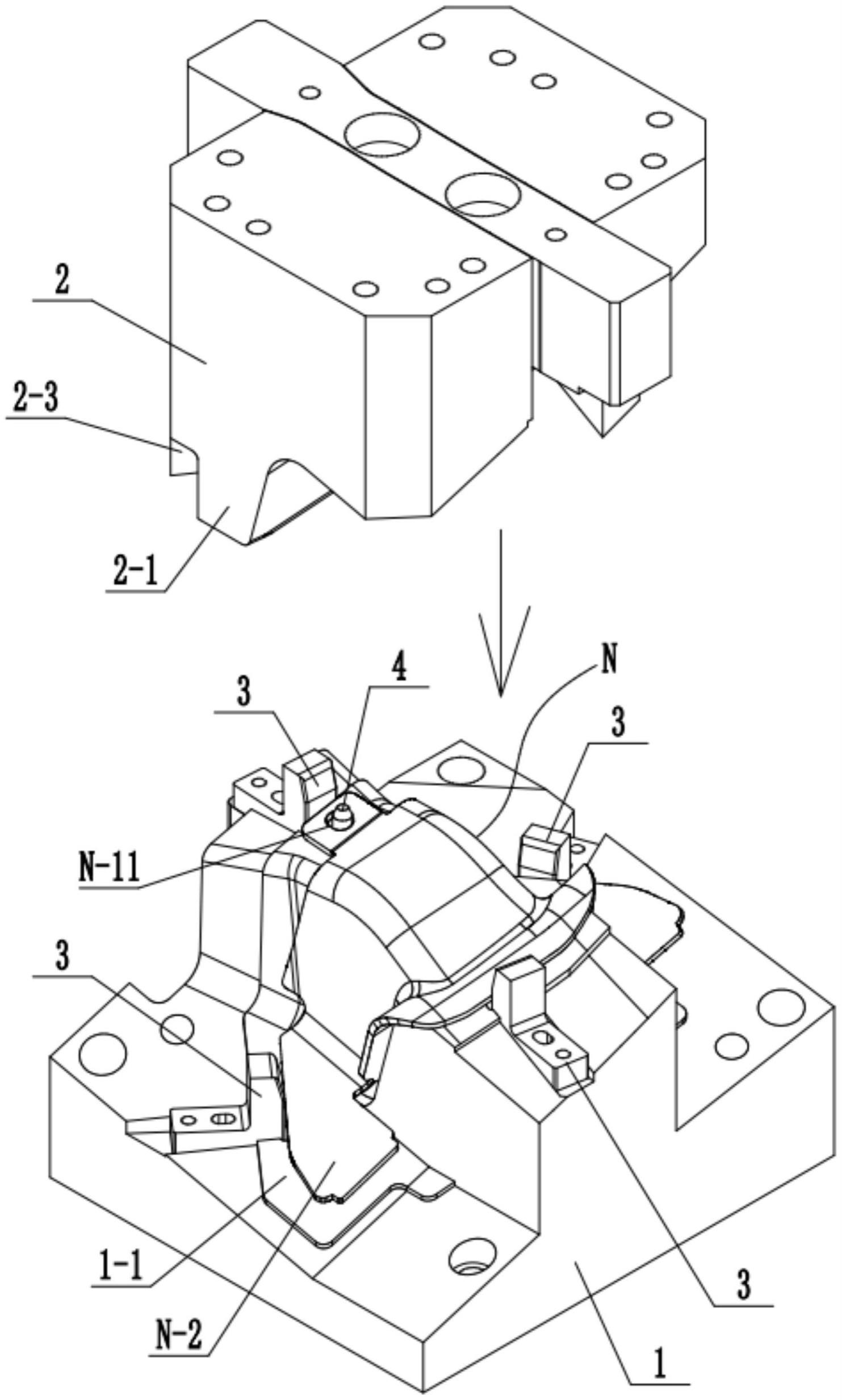
2、为了达到上述目的,本实用新型的方案为:一种侧整形模具,包括下模和上模,其特征在于:所述下模中部具有下仿形部,所述下仿形部与下推力杆左支架下表面外形轮廓相匹配;所述下模上固定设置有限位块和定位销;所述限位块用于下推力杆左支架边缘限位;所述定位销用于插入下推力杆左支架的定位孔内;所述上模中部具有上仿形部,该上仿形部与下推力杆左支架上表面外形轮廓相匹配;所述上模上设有定位销避位孔和限位块避位槽。
3、采用上述方案,其工作步骤如下:
4、第一步,定位放件。先将下推力杆左支架定位放置到下模的下仿形部上,并使该下推力杆左支架的第一翼板部与下仿形部左侧部贴合,该下推力杆左支架的中拱部与上仿形部的中部贴合,该下推力杆左支架边缘与限位块靠近或接触而被限位;所述定位销插入下推力杆左支架的定位孔内而被定位;此时该下推力杆左支架被稳定地装在下仿形部上且被精准限位和定位,可保证该下推力杆左支架姿态、方向和位置精度;
5、第二步,冲压成型。该上模下行运动(如采用压力机驱动),该上模会先冲压下推力杆左支架的第二翼板部,该上模的下仿形部与下仿形部合模到位而使第二翼板部变形到位,同时该下推力杆左支架的中拱部和第一翼板部被整形到位,此时第一翼板部和第二翼板部相互平整且外形被修正;而在成型过程中该下推力杆左支架被限位块外挡限位被不会振动、跳动或滑移,同时该下推力杆左支架被所述定位销而精准定位;因此可保证在成型后外形一致性和稳定性好,尺寸精度高的优点。
6、第三步,开模取件。该上模上行运动而完成开模;且在开模后由于该下推力杆左支架中部呈拱起凸出状态,进而可轻松取出。
7、因此,本技术方案能解决现有模具无法实现用于对下推力杆左支架的第二翼板部3修正后与其第一翼板部能保持平整的技术问题。同时本技术方案通过所述限位块限位和所述定位销定位的组合作用,可实现快速精准放件,在冲压在成型过程时工件保持外形、方向和位置精准且不会松动和跑位,可使成型后外形一致性和稳定性好,尺寸精度高等优点,
8、进一步地,所述下仿形部具有第一底斜面轮廓段、第一竖面轮廓段、顶面轮廓段、第二竖面轮廓段和第二底斜面轮廓段,所述第一底斜面轮廓段与第二底斜面轮廓段平行;
9、所述上仿形部与所述下仿形部对应匹配。
10、进一步地,所述限位块具有四个并分别用于下推力杆左支架前后左右四侧边缘限位。
11、进一步地,所述限位块可拆卸地固定在所述下模上。
12、进一步地,所述定位销可拆卸地固定在所述下仿形部上。
13、进一步地,所述下仿形部沿周向边缘有等高上凸台阶。
14、进一步地,所述等高上凸台阶厚度2-3mm。
15、进一步地,所述下模安装在下模座上;所述上模安装在上模座上。
16、本实用新型的有益效果:
17、第一、本实用新型能解决现有模具无法实现用于对下推力杆左支架n的第二翼板部修正后与其第一翼板部能保持平整的技术问题;同时本实用新型通过所述限位块限位和所述定位销定位的组合作用,可实现快速精准放件,在冲压在成型过程时工件保持外形、方向和位置精准且不会松动和跑位,可使成型后外形一致性和稳定性好,尺寸精度高等优点;
18、第二、本实用新型由于下仿形部沿周向边缘有等高上凸台阶,因此下模上的下仿形部可独立高精密加工,而不需要该下模全部高精密加工,可大大降低下模加工生产,大约降低1/3成本。同时预留2-3mm厚度的修模余量,这样当该下仿形部外表面磨损时可修模,同时降低修模工艺难度和加工的成本;
19、第三、本实用新型由于在上件时该下推力杆左支架的中拱部内的第一侧壁面与第一竖面轮廓段竖向贴合,该下推力杆左支架的中拱部内的顶面与顶面轮廓段贴合;在整形后第二竖面轮廓段与中拱部内的第二侧壁面竖向贴,可保证上模竖向下行时能对所述第二翼板部整体进行挤压作用,可避免偏向而只能对局部进行整形而成型质量差的问题,同时在体整形成型完成后开模时也方便上拔取出。
技术特征:
1.一种侧整形模具,包括下模(1)和上模(2),其特征在于:
2.如权利要求1所述的一种侧整形模具,其特征在于:所述下仿形部(1-1)具有第一底斜面轮廓段(1-11)、第一竖面轮廓段(1-12)、顶面轮廓段(1-13)、第二竖面轮廓段(1-14)和第二底斜面轮廓段(1-15),所述第一底斜面轮廓段(1-11)与第二底斜面轮廓段(1-15)相互平行;
3.如权利要求1所述的一种侧整形模具,其特征在于:所述限位块(3)具有四个并分别用于下推力杆左支架(n)前后左右四侧边缘限位。
4.如权利要求1所述的一种侧整形模具,其特征在于:所述限位块(3)可拆卸地固定在所述下模(1)上。
5.如权利要求1所述的一种侧整形模具,其特征在于:所述定位销(4)可拆卸地固定在所述下仿形部(1-1)上。
6.如权利要求1所述的一种侧整形模具,其特征在于:所述下仿形部(1-1)沿周向边缘有等高上凸台阶(1-2)。
7.如权利要求6所述的一种侧整形模具,其特征在于:所述等高上凸台阶(1-2)厚度2-3mm。
8.如权利要求1所述的一种侧整形模具,其特征在于:所述下模(1)安装在下模座(5)上;所述上模(2)安装在上模座(6)上。
技术总结
本技术公开一种侧整形模具,包括下模和上模,其特征在于:所述下模中部具有下仿形部,所述下仿形部与下推力杆左支架下表面外形轮廓相匹配;所述下模上固定设置有限位块和定位销;所述限位块用于下推力杆左支架边缘限位;所述定位销用于插入下推力杆左支架的定位孔内;所述上模中部具有上仿形部,该上仿形部与下推力杆左支架上表面外形轮廓相匹配;所述上模上设有定位销避位孔和限位块避位槽。本技术模具可用于下推力杆左支架整形成型加工,可实现快速精准放件,同时使成型后外形一致性和稳定性好,尺寸精度高等优点。
技术研发人员:杨洪万
受保护的技术使用者:重庆坤辰模具制造有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!