一种槽棒定位装置及定子铁芯焊接工装的制作方法
本申请涉及电机生产设备领域,尤其涉及一种槽棒定位装置及定子铁芯焊接工装。
背景技术:
1、随着我国新能源汽车的快速发展,对新能源汽车零部件的要求也越来越高,定子铁芯的质量要求也愈来愈高,如何提升定子铁芯的生产效率是一个亟待解决的问题。定子铁芯是由多个冲片焊接而成的整体结构,因此定子铁芯的质量很大程度上取决于定子铁芯的焊接工装,目前定子铁芯生产过程中,采用的是手动式涨胎工装,在涨套固定板上方放置起弧板,将定子冲片按顺序套设于涨套外侧,并使定子冲片槽型口卡合连接键上,叠放好定子冲片后安装息弧板,芯轴与涨套的锥度配合。
2、但是,目前使用的工装在定子铁芯焊接后,使用升降托板装置将铁芯与工装脱离时槽棒保留在铁芯内部,需要人工拔取槽棒,费时费力;其次,定子冲片槽型口卡合在连接键上,因局部强度关系,连接键无法适用于定子冲片槽型口尺寸较小的定子冲片。
3、需要说明的是,这里的陈述仅提供与本申请有关的背景信息,而不必然地构成现有技术。
技术实现思路
1、鉴于上述问题,本申请提出了一种克服上述问题或者至少部分地解决上述问题的棒定位装置及定子铁芯焊接工装。
2、本申请实施例采用下述技术方案:
3、第一方面,本申请实施例提供一种槽棒定位装置,应用于定子铁芯焊接工装,所述槽棒定位装置包括,槽棒锁紧机构以及多个定位槽棒,所述定位槽棒嵌于定子铁芯外表面的凹槽内,所述定位槽棒的一端部上方设置有一凹陷部,所述锁紧机构包括芯轴固定板、限位外环以及多个滑块,所述滑块以及限位外环设置于所述芯轴固定板上,所述滑块两侧设置有复位弹簧,所述滑块底部与所述限位外环内部的滑槽接触,
4、工作时,转动所述限位外环,所述滑槽推动所述滑块向环内运动,通过所述定位槽棒的凹陷部,将所述定位槽棒与所述槽棒锁紧机构锁紧。
5、优选地,所述槽棒定位装置还包括固定底座,用于固定所述槽棒锁紧机构,以及设置于所述固定底座上的多个限位块,所述限位块位于所述限位外环的外侧,使得所述限位外环沿固定中心转动。
6、优选地,所述滑块包括滑块底部以及滑块突出部,所述滑块突出部厚度小于所述凹陷部的长度,当所述滑块处于所述滑槽下部时,所述滑块突出部能够完全脱离所述定位槽棒的凹陷部,当所述滑块处于所述滑槽上部时,所述滑块突出部能够嵌入所述定位槽棒的凹陷部。
7、优选地,所述装置还包括多个垫块,所述垫块设置于所述固定底座与所述限位外环之间。
8、第二方面,本申请还提供一种定子铁芯焊接工装,包括如第一方面之任一所述槽棒定位装置,以及芯轴、涨套、定子冲片、涨芯固定板、息弧板、起弧板、所述槽棒定位装置上方设置有涨芯固定板,用于压住所述滑块,防止所述滑块受力脱落,所述涨芯固定板上方固定设置一起弧板,所述起弧板的内表面与所述涨套的下部外表面贴合,所述涨套的上部外表面套设一息弧板,所述定子冲片设置于所述起弧板与所述息弧板之间。
9、优选地,所述涨套包括多个涨板,所述涨套内部通孔与所述芯轴的外侧面匹配;所述工装还包括多个连接键,所述连接键设置于所述定子冲片的漆包线槽位置。
10、本申请实施例采用的上述至少一个技术方案能够达到以下有益效果:
11、本申请的技术方案通过槽棒定位装置的设置,能够在定子焊接后通过升降托板的推力实现与铁芯自动分离,从而降低员工拔取槽棒的劳动强度,提升效率。
12、本申请技术方案的上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:
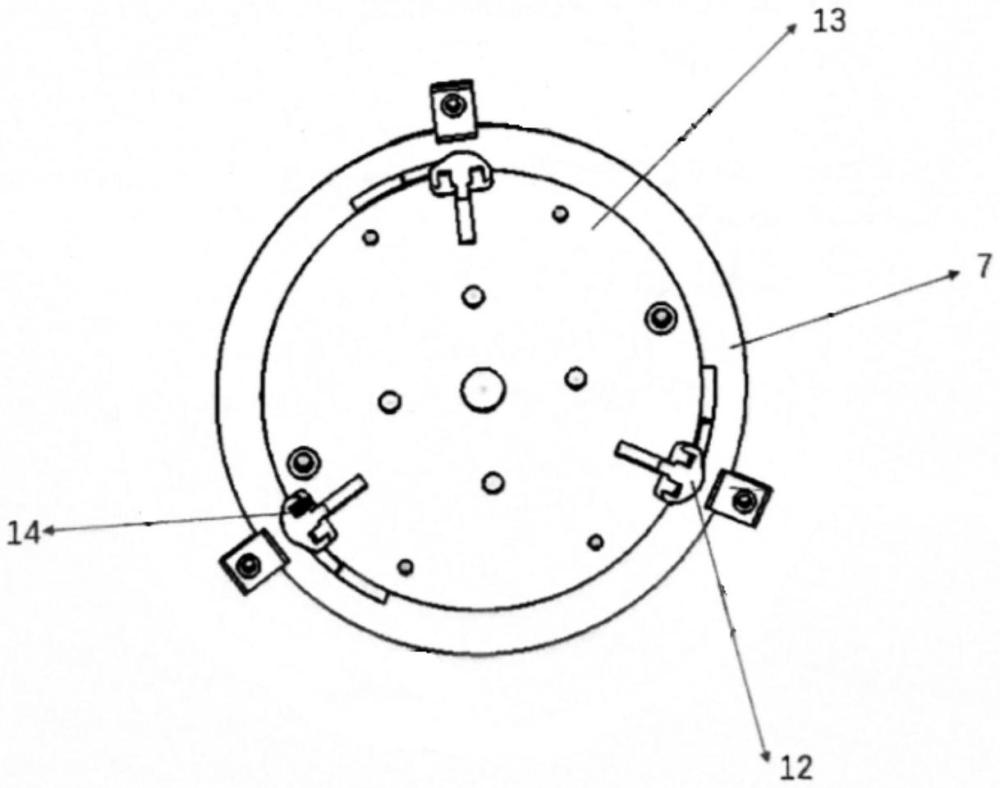
1.一种槽棒定位装置,应用于定子铁芯焊接工装,其特征在于,所述槽棒定位装置包括槽棒锁紧机构以及定位槽棒,所述锁紧机构包括芯轴固定板(13)、多个滑块(12)以及限位外环(7),所述滑块(12)以及限位外环(7)设置于所述芯轴固定板(13)上,所述滑块(12)的两侧设置有复位弹簧(14),所述滑块的底部与所述限位外环(7)的内部滑槽接触,
2.如权利要求1所述装置,其特征在于,所述槽棒定位装置还包括固定底座(8),用于固定所述槽棒锁紧机构,以及,
3.如权利要求1所述装置,其特征在于,所述滑块(12)包括滑块底部以及滑块突出部,所述滑块突出部厚度小于所述凹陷部的长度。
4.如权利要求3所述装置,其特征在于,当所述滑块底部处于所述滑槽下部时,所述滑块突出部能够完全脱离所述定位槽棒的凹陷部,当所述滑块底部处于所述滑槽上部时,所述滑块突出部能够嵌入所述定位槽棒的凹陷部。
5.如权利要求2所述装置,其特征在于,所述装置还包括多个垫块(15),所述垫块(15)设置于所述固定底座(8)与所述限位外环(7)之间。
6.一种定子铁芯焊接工装,其特征在于,包括如权利要求1-5之任一所述槽棒定位装置,以及,
7.如权利要求6所述工装,其特征在于,所述涨套(2)包括多个涨板,所述涨套内部通孔与所述芯轴(1)的外侧面匹配。
8.如权利要求6所述工装,其特征在于,所述工装还包括多个连接键(3),所述连接键(3)设置于所述定子冲片(5)的漆包线槽位置。
技术总结
本申请公开了一种槽棒定位装置及定子铁芯焊接工装。所述槽棒定位装置包括槽棒锁紧机构以及定位槽棒,所述锁紧机构包括芯轴固定板、多个滑块以及限位外环,所述滑块以及限位外环设置于所述芯轴固定板上,所述滑块的两侧设置有复位弹簧,所述滑块的底部与所述限位外环的内部滑槽接触,工作时,转动所述限位外环,通过所述滑槽推动所述滑块向环内运动,并通过定位槽棒的凹陷部,将所述定位槽棒与所述槽棒锁紧机构固定。本申请槽棒定位装置中的定位槽棒在焊接后通过升降托板的推力能够实现与铁芯自动分离,方便摘取。
技术研发人员:戚祥凯,张先银,乔守贺
受保护的技术使用者:精进电动科技(菏泽)有限公司
技术研发日:20230704
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!