一种双a口usb充电模块上盖压合工装的制作方法
本技术涉及车载产品生产设备,具体涉及一种双a口usb充电模块上盖压合工装。
背景技术:
1、随着汽车的普及,usb充电模块变成汽车中的必备零件,因工业设计外观的需求,在生产过程中会将充电模块的外壳和上盖进行组装,现在组装外壳和上盖的方式都是人工压合,在压合过程中,由于受力不均匀,容易导致该模块的外壳或上盖断裂的情况发生,给产品质量带来隐患,并且劳动强度大,人力成本高,生产效率低下。
技术实现思路
1、本实用新型需要解决的技术问题是提供一种双a口usb充电模块上盖压合工装,能够解决人工压合不稳定、壳盖受力不均匀断裂的情况,保证壳盖压合定位的可靠性和稳定性。
2、为解决上述技术问题,本实用新型所采取的技术方案如下。
3、一种双a口usb充电模块上盖压合工装,包括底座,底座的左侧设置有固定夹持待压合产品的夹持机构,底座的右侧设置有压合机构;所述夹持机构包括设置在底座左侧的夹持块,夹持块的右侧开设有对待压合产品进行限位的定位卡槽;所述压合机构包括设置在底座右端的气缸以及与气缸活塞杆顶端连接的压合板;所述夹持机构的左侧设置有控制气缸以及压合板动作的控制电路。
4、上述一种双a口usb充电模块上盖压合工装,所述控制电路包括电池以及串联连接在电池两端的按键和控制气缸内气体流动方向的电磁阀,电磁阀的气体切换通路连接在气缸与气源之间的管路上。
5、上述一种双a口usb充电模块上盖压合工装,所述控制电路还包括串接在按键和电磁阀受控端之间的延时继电器。
6、上述一种双a口usb充电模块上盖压合工装,朝向夹持机构的压合板一侧端面上均匀设置有起缓冲减震作用的压头。
7、上述一种双a口usb充电模块上盖压合工装,所述压头为优力胶块。
8、由于采用了以上技术方案,本实用新型所取得技术进步如下。
9、本实用新型提供了一种双a口usb充电模块上盖压合工装,结构简单,解决了由于人工压合导致壳盖受力不均匀容易断裂的问题,省时省力,减少了人工需求,降低了生产成本。
技术特征:
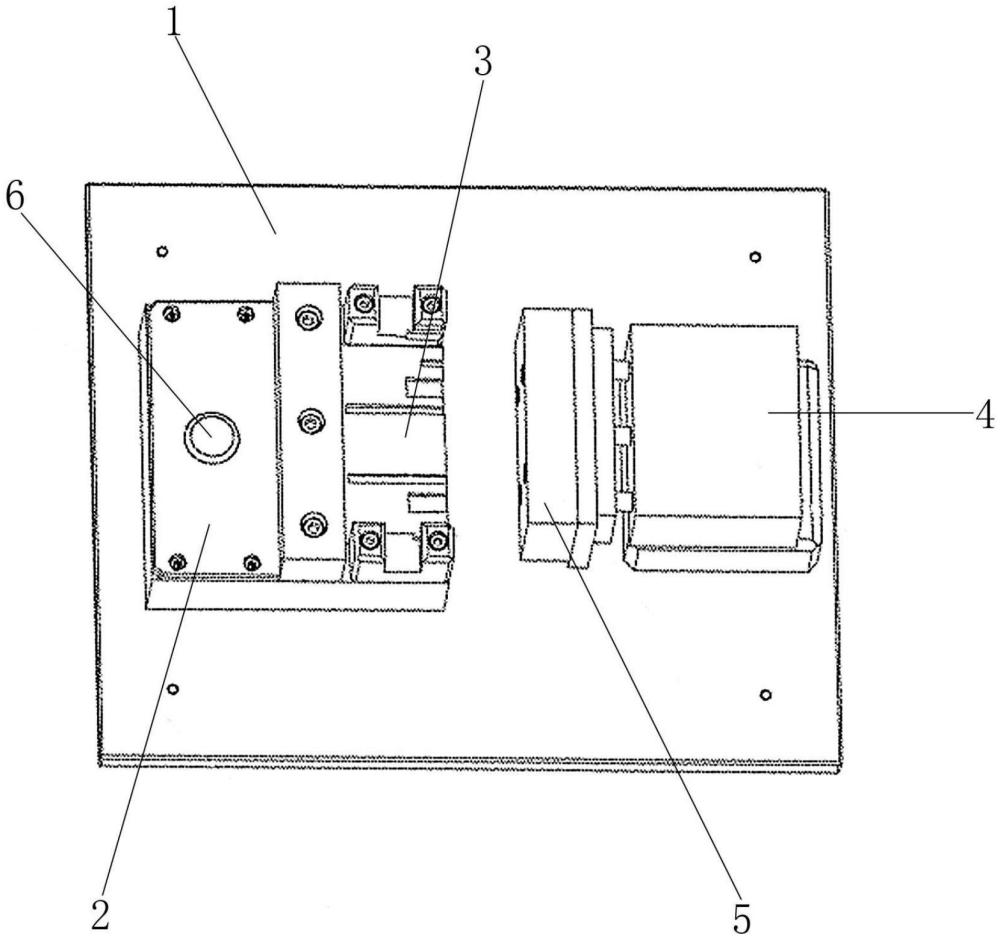
1.一种双a口usb充电模块上盖压合工装,其特征在于:包括底座(1),底座(1)的左侧设置有固定夹持待压合产品的夹持机构(2),底座(1)的右侧设置有压合机构;所述夹持机构(2)包括设置在底座(1)左侧的夹持块,夹持块的右侧开设有对待压合产品进行限位的定位卡槽(3);所述压合机构包括设置在底座(1)右端的气缸(4)以及与气缸(4)活塞杆顶端连接的压合板(5);所述夹持机构(2)的左侧设置有控制气缸(4)动作的控制电路。
2.根据权利要求1所述的一种双a口usb充电模块上盖压合工装,其特征在于:所述控制电路包括电池以及串联连接在电池两端的按键(6)和控制气缸(4)内气体流动方向的电磁阀,电磁阀的气体切换通路连接在气缸(4)与气源之间的管路上。
3.根据权利要求2所述的一种双a口usb充电模块上盖压合工装,其特征在于:所述控制电路还包括串接在按键(6)和电磁阀受控端之间的延时继电器。
4.根据权利要求1所述的一种双a口usb充电模块上盖压合工装,其特征在于:朝向夹持机构(2)的压合板(5)一侧端面上均匀设置有起缓冲减震作用的压头。
5.根据权利要求4所述的一种双a口usb充电模块上盖压合工装,其特征在于:所述压头为优力胶块。
技术总结
本技术公开了一种双a口usb充电模块上盖压合工装,包括底座,底座的左侧设置有固定夹持待压合产品的夹持机构,底座的右侧设置有压合机构;所述夹持机构包括设置在底座左侧的夹持块,夹持块的右侧开设有对待压合产品进行限位的定位卡槽;所述压合机构包括设置在底座右端的气缸以及与气缸活塞杆顶端连接的压合板;所述夹持机构的左侧设置有控制气缸以及压合板动作的控制电路;本技术结构简单,解决了由于人工压合导致壳盖受力不均匀容易断裂的问题,省时省力,减少了人工需求,降低了生产成本。
技术研发人员:袁长作,康亚欣
受保护的技术使用者:河北初光汽车部件有限公司
技术研发日:20230705
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!