一种门框冲剪模具的制作方法
本技术涉及金属门框生产,更具体地,涉及一种门框冲剪模具。
背景技术:
1、常见门框一般包括顶框和左右边框,在门框的加工过程中,一般先将板材经过辊轧成型,再按门框长度对其进行冲剪,即可完成门框的生产;通常来说,门框的顶框和左右边框辊轧的形状都是一致的,区别在于尺寸和切口,对于左右边框来说,其底部大多是平的,而且现有的冲剪模具中,一般是单边冲剪的,即一次只冲剪一个切口,所以在门框的生产中,一般是在生产线上先将左右边框按尺寸冲剪分段,然后再线下冲剪出顶部切口,如此导致门框无法在生产线上直接产出,需要线下二次冲剪处理才能完成生产,比较耗费时间,无法形成线上的自动化连续加工生产,生产效率不高。
技术实现思路
1、本实用新型为克服上述现有技术中门框生产时无法形成线上的自动化连续加工生产的缺陷,提供一种门框冲剪模具。
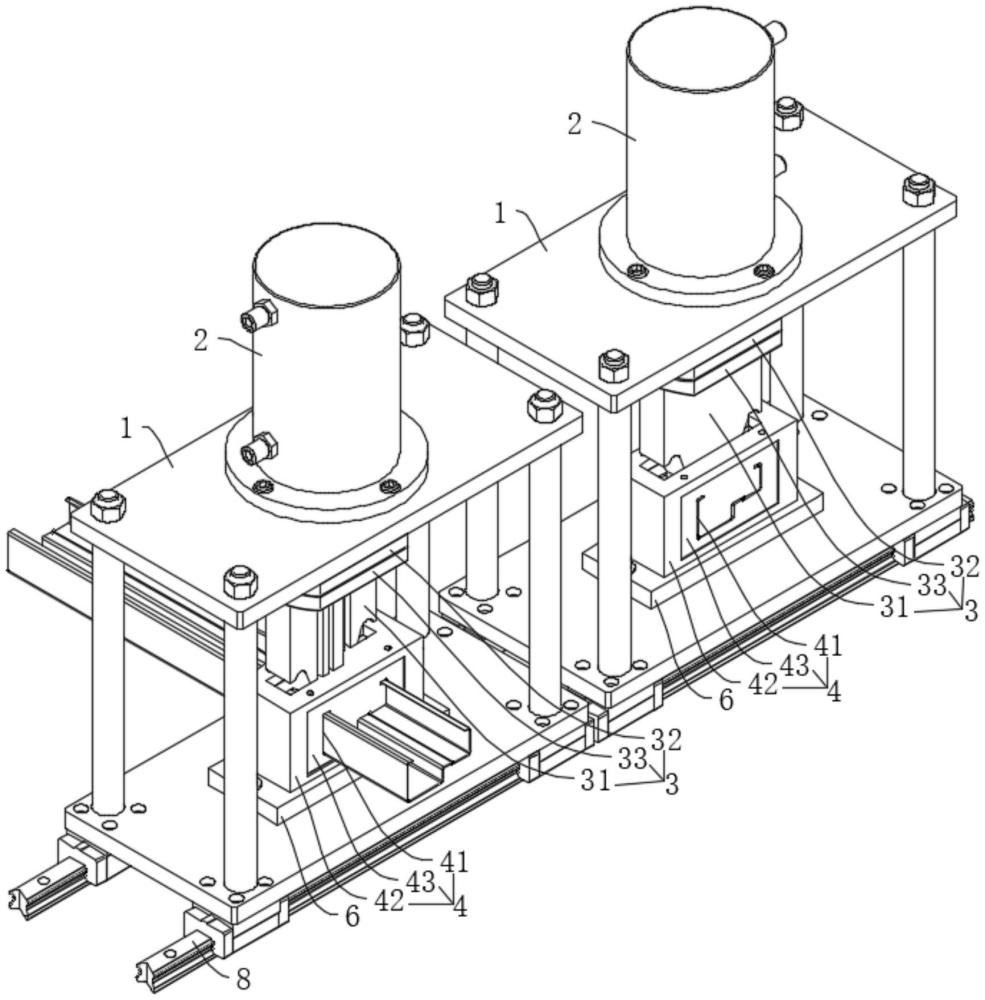
2、为解决上述技术问题,本实用新型采用的技术方案是:一种门框冲剪模具,包括支架、设置于所述支架顶部的液压缸、以及与所述液压缸连接的冲剪模具,所述冲剪模具包括与所述液压缸连接的上模和与所述支架连接的下模;所述上模与所述下模滑动连接,所述下模与所述支架底部均设置有排屑口,所述上模包括与所述液压缸连接的冲头,所述冲头两侧分别设有第一刃口和第二刃口,所述下模上设有门框定位孔,所述门框定位孔上设有分别与所述第一刃口和所述第二刃口相配合的第三刃口和第四刃口。
3、液压缸驱动冲剪模具对门框进行冲剪,其中,冲剪模具包括上模和下模,上模中的冲头与液压缸连接,第一刃口和第二刃口位于冲头两侧,第三刃口和第四刃口均位于门框定位孔端面即下模靠近冲头的侧面上;第一刃口与下模中的第三刃口相互交错贴合进行冲剪工作,第二刃口与第四刃口相互交错贴合进行冲剪工作,在液压缸驱动冲头下压时,第一刃口和第二刃口随着冲头往下,在冲剪动作中作为活动的刃口,而第三刃口和第四刃口是固定不动的,在冲剪动作中作为固定的刃口,四个刃口两两配合对门框进行冲剪,从而将门框冲剪开来,同时,上述第一刃口至第四刃口的外形根据所冲剪的门框组件两端的连接口一致,第一刃口配合第三刃口可冲剪出一个冲剪口,第二刃口配合第四刃口可冲剪出另一个冲剪口,如此,冲头单次下压冲剪时,便可同时冲剪出两个冲剪口,该两个冲剪口分别对应产线上冲剪后的前后相邻门框组件的相近的两个连接口,使得模具可以应用于自动生产线中,并实现自动连续的冲剪工作;同时,根据所冲剪的门框组件中顶框和左右边框切口形状的不同,第一刃口和第二刃口的形状也不同,应按需配置。冲头冲剪后,在冲头下方会冲剪出冲剪碎屑,冲剪碎屑从排屑口排出。
4、优选的,所述冲头远离所述液压缸一端设有齿形冲剪刃。
5、冲头两侧都需要进行冲剪工作,在端面设置齿形冲剪刃可以利于冲头更容易完成冲剪动作,冲头下压进行冲剪时,齿形冲剪刃先将门框破开,在冲压过程中,齿形冲剪刃相比平的冲剪刃也能更容易完成冲剪动作,可以适用于各种厚度的门框;同时,齿形冲剪刃是位于冲头底端的,冲头两侧则分别是第一刃口和第二刃口,冲头底端设置齿形冲剪刃之后,第一刃口和第二刃口可以设置在齿形冲剪刃两侧,进而可以延长第一刃口和第二刃口的长度,相比于底端是平的冲头,如此设置可以将第一刃口和第二刃口所受到外力进行分散,对冲头起到一定的保护动作。
6、优选的,所述齿形冲剪刃上设有多个疏导槽。
7、冲头上根据齿形冲剪刃两侧设置第一刃口和第二刃口后,冲剪过程中剪切碎屑如果不加以疏导可能会导致冲头卡住或者切屑粘连不掉落,所以在齿形冲剪刃设置疏导槽,该疏导槽呈圆弧状或者倒v字状。
8、优选的,所述下模包括与所述支架连接的冲套、第一冲剪镶件和第二冲剪镶件,所述冲套上设有贯穿所述冲套顶部和底部的冲剪口,所述第一冲剪镶件和第二冲剪镶件分别安装在所述冲套两侧,所述第三刃口设置于所述第一冲剪镶件上,所述第四刃口设置于所述第二冲剪镶件上。
9、冲套与支架连接,进行冲剪工作时,冲套需要固定在支架上,第一冲剪镶件和第二冲剪镶件活动设置在冲套两侧,且门框定位孔均设置在第一冲剪镶件与第二冲剪镶件上,第三刃口和第四刃口分别位于第一冲剪镶件和第二冲剪镶件上,如此,在第三刃口或者第四刃口磨损后,可以直接更换第一冲剪镶件或者第二冲剪镶件,保持刃口锋利,无需更换整个下模,节省模具维护成本。
10、优选的,所述冲套上设有与所述第一刃口和所述第二刃口形状一致的导向部。
11、冲剪门框时,冲头与第一冲剪镶件和第二冲剪镶件相互配合工作,进行对门框的冲剪动作,鉴于第一冲剪镶件和第二冲剪镶件与冲套之间是活动连接,所以在冲剪时,第一冲剪镶件和第二冲剪镶件与冲套连接处可能会承受较大的应力,同时,冲头上升下降时也可能会与第一冲剪镶件或第二冲剪镶件产生摩擦,所以在冲套上设置导向部,该导向部与第一刃口和第二刃口形状一致,在冲头移动过程中,起到导向作用,同时也分担第一冲剪镶件和第二冲剪镶件所受到的外力,避免两者与冲套的连接处应力过大。
12、优选的,所述冲套通过固定块与所述支架连接,所述固定块底部设置有方便调整位置的通槽。
13、固定块连接于冲套底部,冲套导向部磨损严重后可以将冲套进行更换,且固定块底部设有通槽,便于调整冲套的安装位置,便于对位。
14、优选的,所述第一冲剪镶件远离所述第三刃口一侧设有第五刃口,所述第二冲剪镶件远离所述第四刃口一侧设有第六刃口。
15、第五刃口的外形需要与第四刃口的外形一致,第六刃口的外形需要与第三刃口的外形一致;第一冲剪镶件和第二冲剪镶件中的第三刃口或者第四刃口磨损后,可以调换第一冲剪镶件和第二冲剪镶件的位置,使第五刃口位于第四刃口的位置,第六刃口位于第三刃口的位置,进而可以在不更换镶件的情况下可以继续使用,节省模具成本。
16、优选的,所述上模还包括一端与所述液压缸连接的连接板和与所述连接板连接的固定板,所述连接板另一端与所述冲头活动连接,所述固定板上设有与所述冲头外形相贴合的固定孔。
17、冲头通过固定板与液压缸连接,使得冲头磨损后可以方便更换,另外,固定板的作用是用于辅助辅助固定冲头,通过固定孔与冲头侧面抵接,避免冲头晃动或者偏位。
18、优选的,所述固定板与所述冲头贴合处设有定位销。
19、冲头与固定板连接时,定位销可为冲头提供定位,保证装配精度。
20、优选的,所述支架底部连接有模具换位导轨。
21、模具换位导轨便于模具更换,在生产不同的门框组件时,更换生产模具时可以通过模具换位导轨对模具进行快速更换,提高生产效率。
22、与现有技术相比,有益效果是:
23、通过第一刃口配合第三刃口、第二刃口配合第四刃口分别同时进行冲剪工作,同时各个刃口根据门框组件两端的形状设置外形,进而使得在冲头单次下压冲剪时,可以同时冲剪出两个冲剪口,两个冲剪口分别对应产线上冲剪后的前后相邻门框组件的相近的两个连接口,使得冲剪模具可以实现生产线线上的连续生产,提升生产效率。
技术特征:
1.一种门框冲剪模具,包括支架(1)、设置于所述支架(1)顶部的液压缸(2)、以及与所述液压缸(2)连接的冲剪模具,其特征在于,所述冲剪模具包括与所述液压缸(2)连接的上模(3)和与所述支架(1)连接的下模(4);所述上模(3)与所述下模(4)滑动连接,所述下模(4)与所述支架(1)底部均设置有排屑口(5),所述上模(3)包括与所述液压缸(2)连接的冲头(31),所述冲头(31)两侧分别设有第一刃口(311)和第二刃口(312),所述下模(4)上设有门框定位孔(41),所述门框定位孔(41)上设有分别与所述第一刃口(311)和所述第二刃口(312)相配合的第三刃口(411)和第四刃口(412)。
2.根据权利要求1所述的一种门框冲剪模具,其特征在于:所述冲头(31)远离所述液压缸(2)一端设有齿形冲剪刃(313)。
3.根据权利要求2所述的一种门框冲剪模具,其特征在于:所述齿形冲剪刃(313)上设有多个疏导槽(314)。
4.根据权利要求1所述的一种门框冲剪模具,其特征在于:所述下模(4)包括与所述支架(1)连接的冲套(42)、第一冲剪镶件(43)和第二冲剪镶件(44),所述冲套(42)上设有贯穿所述冲套(42)顶部和底部的冲剪口,所述第一冲剪镶件(43)和第二冲剪镶件(44)分别安装在所述冲套(42)两侧,所述第三刃口(411)设置于所述第一冲剪镶件(43)上,所述第四刃口(412)设置于所述第二冲剪镶件(44)上。
5.根据权利要求4所述的一种门框冲剪模具,其特征在于:所述冲套(42)上设有与所述第一刃口(311)和所述第二刃口(312)形状一致的导向部(421)。
6.根据权利要求5所述的一种门框冲剪模具,其特征在于:所述冲套(42)通过固定块(6)与所述支架(1)连接,所述固定块(6)底部设置有方便调整位置的通槽(61)。
7.根据权利要求4所述的一种门框冲剪模具,其特征在于:所述第一冲剪镶件(43)远离所述第三刃口(411)一侧设有第五刃口(413),所述第二冲剪镶件(44)远离所述第四刃口(412)一侧设有第六刃口(414)。
8.根据权利要求1所述的一种门框冲剪模具,其特征在于:所述上模(3)还包括一端与所述液压缸(2)连接的连接板(32)和与所述连接板(32)连接的固定板(33),所述连接板(32)另一端与所述冲头(31)活动连接,所述固定板(33)上设有与所述冲头(31)外形相贴合的固定孔(321)。
9.根据权利要求8所述的一种门框冲剪模具,其特征在于:所述固定板(33)与所述冲头(31)贴合处设有定位销(7)。
10.根据权利要求1所述的一种门框冲剪模具,其特征在于:所述支架(1)底部连接有模具换位导轨(8)。
技术总结
本技术涉及一种门框冲剪模具,包括支架、设置于支架顶部的液压缸、以及与液压缸连接的冲剪模具,冲剪模具包括与液压缸连接的上模和与支架连接的下模;上模与下模滑动连接,下模与支架底部均设置有排屑口,上模包括与液压缸连接的冲头,冲头两侧分别设有第一刃口和第二刃口,下模上设有门框定位孔,门框定位孔上设有分别与第一刃口和第二刃口相配合的第三刃口和第四刃口。通过第一刃口配合第三刃口、第二刃口配合第四刃口分别同时进行冲剪工作,同时各个刃口根据门框组件两端的形状设置外形,使冲头单次下压可以冲剪出两个冲剪口,两个冲剪口对应产线上先后门框组件间的相近切口,使冲剪模具可实现生产线线上的连续生产,提升生产效率。
技术研发人员:李清,许丽珍,黄云,廖湛强,梅淑焕
受保护的技术使用者:广东联塑安防科技有限公司
技术研发日:20230704
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!