一种铁丝网自动成型机的成型模具的制作方法
本技术涉及铁丝网成型,具体涉及一种铁丝网自动成型机的成型模具。
背景技术:
1、铁丝网是人们生活中经常用到的防护产品,铁丝网按生产工艺可分为:编织型铁丝网、点焊型铁丝网、切拉型铁丝网、冲压型铁丝网、环绕型铁丝网、拧制成性铁丝网、锚固型铁丝网等。传统的编织型铁丝网制作通常是采用人工与夹具弯绕制成,弯绕工作量非常大,需要大批量的人手完成,不利于批量生产,后来出现了通过制作成型模具来制作铁丝网,成型模具包括成型套筒与成型刀,成型套筒设置螺旋形的导槽,成型刀旋卷铁丝,制成编织型铁丝网,但现有的成型刀一般为方形,成型过程中容易对铁丝造成损伤,同时成型刀也容易磨损,影响铁丝网的成型质量,不利于批量生产。因此,为了避免现有技术中存在的缺点,有必要对现有技术做出改进。
技术实现思路
1、本实用新型的目的在于克服现有技术中的缺点与不足,提供一种结构简单、成型质量稳定的铁丝网自动成型机的成型模具。
2、本实用新型是通过以下的技术方案实现的:
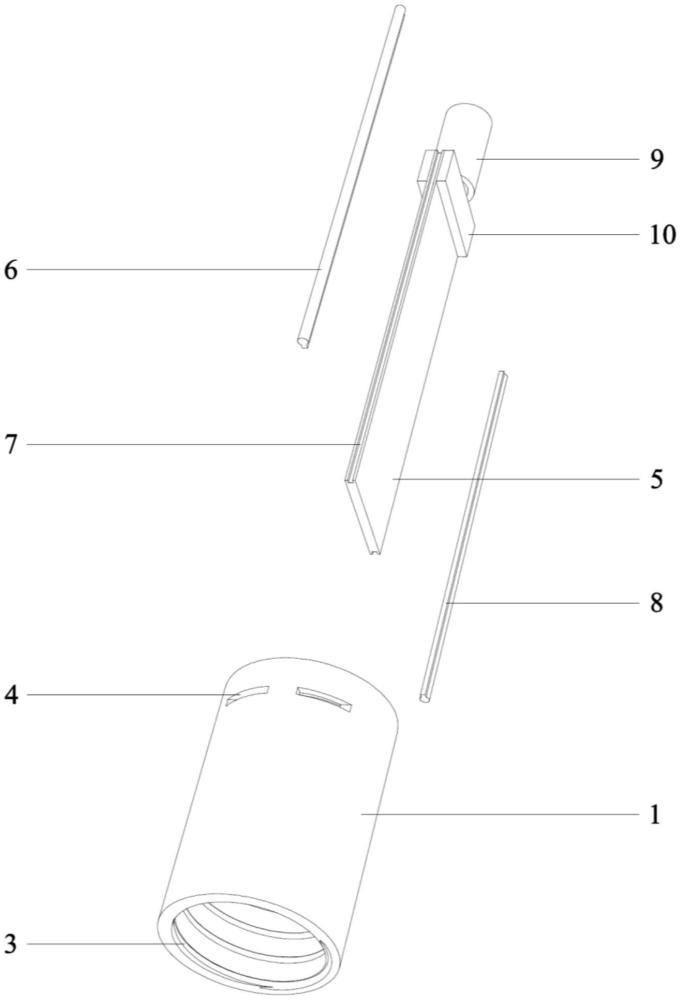
3、一种铁丝网自动成型机的成型模具,包括成型套筒及设置于所述成型套筒内侧的成型刀,所述成型刀穿过所述成型套筒延伸至所述成型套筒的前方,所述成型套筒的内侧设有螺旋状导槽,所述成型套筒的后部设有连通所述螺旋状导槽的开孔,所述成型刀包括成型刀片,所述成型刀片的上下两侧均设有一由硬质材料制成的圆杆,所述成型刀片的上下两侧均设有一卡槽,所述圆杆的外侧设有与所述卡槽对应的卡条,所述圆杆卡接于所述成型刀片,所述卡条与所述卡槽过盈配合,所述圆杆的硬度大于所述成型刀片的硬度。
4、进一步,所述圆杆的直径等于或大于所述成型刀片的厚度。
5、进一步,所述圆杆为硬质合金圆杆。
6、进一步,所述圆杆的两端分别焊接于所述成型刀片。
7、进一步,所述成型刀的后侧焊接有一连接套筒。
8、进一步,所述成型刀的后侧设有供所述连接套筒焊接的连接块。
9、进一步,所述成型套筒后部的左右两侧均设有连通所述螺旋状导槽的开孔。
10、进一步,所述圆杆的长度等于或小于所述成型刀片的长度。
11、相对于现有技术,本实用新型通过成型刀片的上下两侧均设有一由硬质材料制成的圆杆,成型刀片的上下两侧均设有一卡槽,圆杆的外侧设有与卡槽对应的卡条,圆杆卡接于成型刀片,使成型刀的上下两侧具有圆弧形过渡,成型过程中不会对铁丝造成损伤,成型刀的磨损极小,保证铁丝网的成型质量,且圆杆可拆换,节省生产成本,利于批量生产。
技术特征:
1.一种铁丝网自动成型机的成型模具,其特征在于:包括成型套筒及设置于所述成型套筒内侧的成型刀,所述成型刀穿过所述成型套筒延伸至所述成型套筒的前方,所述成型套筒的内侧设有螺旋状导槽,所述成型套筒的后部设有连通所述螺旋状导槽的开孔,所述成型刀包括成型刀片,所述成型刀片的上下两侧均设有一由硬质材料制成的圆杆,所述成型刀片的上下两侧均设有一卡槽,所述圆杆的外侧设有与所述卡槽对应的卡条,所述圆杆卡接于所述成型刀片,所述卡条与所述卡槽过盈配合,所述圆杆的硬度大于所述成型刀片的硬度。
2.根据权利要求1所述的铁丝网自动成型机的成型模具,其特征在于:所述圆杆的直径等于或大于所述成型刀片的厚度。
3.根据权利要求1所述的铁丝网自动成型机的成型模具,其特征在于:所述圆杆为硬质合金圆杆。
4.根据权利要求1所述的铁丝网自动成型机的成型模具,其特征在于:所述圆杆的两端分别焊接于所述成型刀片。
5.根据权利要求1所述的铁丝网自动成型机的成型模具,其特征在于:所述成型刀的后侧焊接有一连接套筒。
6.根据权利要求5所述的铁丝网自动成型机的成型模具,其特征在于:所述成型刀的后侧设有供所述连接套筒焊接的连接块。
7.根据权利要求1所述的铁丝网自动成型机的成型模具,其特征在于:所述成型套筒后部的左右两侧均设有连通所述螺旋状导槽的开孔。
8.根据权利要求1所述的铁丝网自动成型机的成型模具,其特征在于:所述圆杆的长度等于或小于所述成型刀片的长度。
技术总结
本技术公开了一种铁丝网自动成型机的成型模具,包括成型套筒及设置于所述成型套筒内侧的成型刀,所述成型刀穿过所述成型套筒延伸至所述成型套筒的前方,所述成型套筒的内侧设有螺旋状导槽,所述成型套筒的后部设有连通所述螺旋状导槽的开孔,所述成型刀包括成型刀片,所述成型刀片的上下两侧均设有一由硬质材料制成的圆杆,所述成型刀片的上下两侧均设有一卡槽,所述圆杆的外侧设有与所述卡槽对应的卡条,所述圆杆卡接于所述成型刀片,所述卡条与所述卡槽过盈配合,所述圆杆的硬度大于所述成型刀片的硬度。本技术结构简单,成型刀的上下两侧具有圆弧形过渡,成型过程中不会对铁丝造成损伤,成型刀的磨损极小,保证铁丝网的成型质量。
技术研发人员:黄秀媛
受保护的技术使用者:台山市鑫卓五金制品有限公司
技术研发日:20230706
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!