一种汽车门环零部件加工用落料模具的制作方法
本技术涉及汽车零部件加工相关,尤其涉及一种汽车门环零部件加工用落料模具。
背景技术:
1、模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼和冲压等方法得到所需产品的各种模子和工具,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,汽车门环等零部件在加工过程中需要用到落料模具。
2、经过海量检索,发现现有技术公开号为cn211489220u,公开了一种车门外板精剪落料模具,包括基板,所述基板的上表面四个拐角处均垂直连接有定位轴,所述定位轴的上端之间水平套接滑动安装有上模,所述基板的上表面中间位置处设置有模腔,所述模腔的内部下表面设置有固定块,所述上模的下表面中间位置处开设有凹槽,所述凹槽的内部滑动安装有滑块。本实用新型涉及落料模具技术领域,该车门外板精剪落料模具,通过滑块的两侧内部均开设有与插块相匹配的滑槽,上模的两侧下表面中间位置处均开设有与旋钮相对应的通槽,当该落料模具长时间使用后,框形切刀变钝时,转动旋钮能够快速的完成框形切刀的拆卸和安装工作,操作方便快捷,提高了该装置的实用性。
3、综上所述,上述的落料模具仅仅实现了工件的一种冲压成型工艺,此外工件在实际的冲压过程中需要进行多种冲压成型工艺,在现有的制程加工时,通常会采取多工站的加工方式,但是采用多工站的加工方式会导致加工的时间、人力、物力成本的增加。
4、有鉴于上述的缺陷,本设计人积极加以研究创新,以期创设一种汽车门环零部件加工用落料模具,使其更具有产业上的利用价值。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提供一种汽车门环零部件加工用落料模具。
2、为实现上述目的,本实用新型采用如下技术方案:
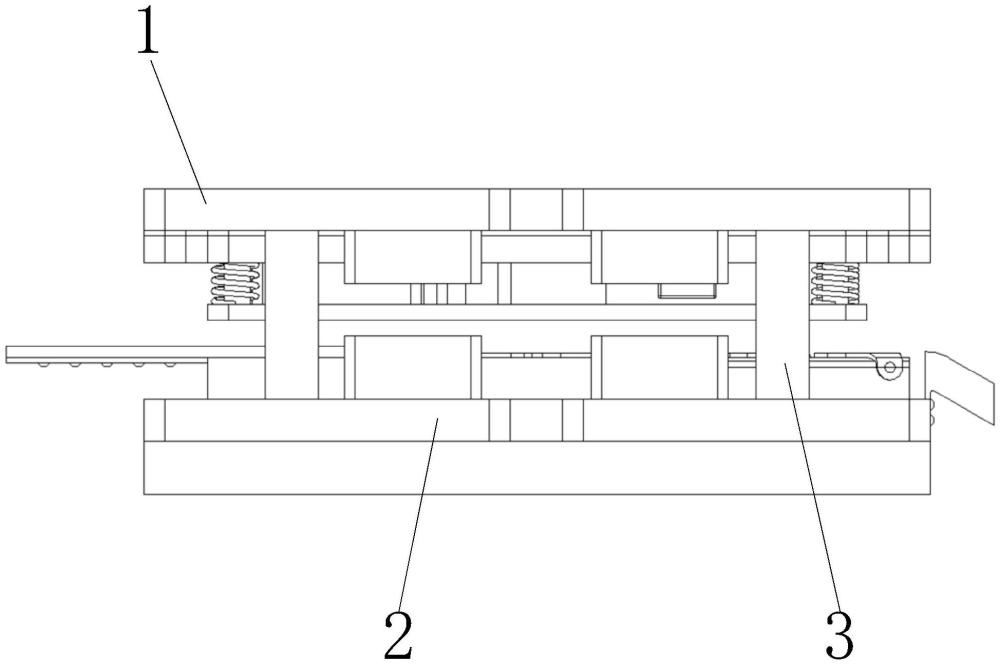
3、一种汽车门环零部件加工用落料模具,从上往下依次包括上模和下模;
4、上模从上往下依次包括上模座和上模冲压板,下模包括下模座,上模座和下模座之间通过若干个导向柱连接在一起,下模座的底部设置有下模垫块;
5、上模冲压板固定安装在上模座的底部,上模冲压板的底部沿着x轴的正方向依次设置有第一异形冲压块、第二异形冲压块、第一折弯块、第二折弯块和切断块;
6、下模座上设置有加工平台,加工平台上沿着x轴正方向一侧的下模座上依次设置有第一折弯台和第二折弯台,第一异形冲压块和第二异形冲压块正下方的加工平台上分别开设有下第一异形冲压孔和下第二异形冲压孔,第一折弯块和第二折弯块分别位于第一折弯台和第二折弯台正上方且沿着y轴方向的两侧,切断块正下方的第二折弯台上开设有下切断孔。
7、作为本实用新型的进一步改进,上模冲压板的底部通过若干个弹性伸缩杆连接设置有上模辅助压板,第一异形冲压块和第二异形冲压块正下方的上模辅助压板分别开设有上第一异形冲压孔和上第二异形冲压孔,第一折弯块和第二折弯块正下方的上模辅助压板分别开设有上第一折弯孔和上第二折弯孔,切断块正下方的上模辅助压板开设有上切断孔。
8、作为本实用新型的进一步改进,上模座的底部外侧设置有若干个上模缓冲块,下模座上的外侧设置有若干个与上模缓冲块相配合的下模缓冲块。
9、作为本实用新型的进一步改进,加工平台上沿着x轴负方向的一侧设置有导向进料架,第二折弯台沿着x轴正方向一侧的下模座上设置有朝向下方倾斜的出料斗。
10、作为本实用新型的进一步改进,第一折弯台的折弯角度小于第二折弯台的折弯角度。
11、借由上述方案,本实用新型至少具有以下优点:
12、本实用新型可以依次实现工件的两次冲压、两次折弯和一次折断处理,通过一个模具即可实现上述过程,集成性较好,可以大大降低时间、人力、物力成本;通过上模辅助压板可以在加工时对工件进行辅助压接处理,且也可以对冲压块、折弯块和切断块进行导向处理。
13、上述的落料模具仅仅实现了工件的一种冲压成型工艺,此外工件在实际的冲压过程中需要进行多种冲压成型工艺,在现有的制程加工时,通常会采取多工站的加工方式,但是采用多工站的加工方式会导致加工的时间、人力、物力成本的增加。
14、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种汽车门环零部件加工用落料模具,从上往下依次包括上模(1)和下模(2);
2.如权利要求1所述的一种汽车门环零部件加工用落料模具,其特征在于,所述上模冲压板(5)的底部通过若干个弹性伸缩杆(8)连接设置有上模辅助压板(7),所述第一异形冲压块(9)和第二异形冲压块(10)正下方的上模辅助压板(7)分别开设有上第一异形冲压孔(14)和上第二异形冲压孔(15),所述第一折弯块(11)和第二折弯块(12)正下方的上模辅助压板(7)分别开设有上第一折弯孔(16)和上第二折弯孔(17),所述切断块(13)正下方的上模辅助压板(7)开设有上切断孔(18)。
3.如权利要求1所述的一种汽车门环零部件加工用落料模具,其特征在于,所述上模座(4)的底部外侧设置有若干个上模缓冲块(6),所述下模座(20)上的外侧设置有若干个与上模缓冲块(6)相配合的下模缓冲块(21)。
4.如权利要求1所述的一种汽车门环零部件加工用落料模具,其特征在于,所述加工平台(23)上沿着x轴负方向的一侧设置有导向进料架(22),所述第二折弯台(28)沿着x轴正方向一侧的下模座(20)上设置有朝向下方倾斜的出料斗(30)。
5.如权利要求1所述的一种汽车门环零部件加工用落料模具,其特征在于,所述第一折弯台(27)的折弯角度小于第二折弯台(28)的折弯角度。
技术总结
本技术涉及一种汽车门环零部件加工用落料模具,从上往下依次包括上模和下模;上模冲压板的底部沿着X轴的正方向依次设置有第一异形冲压块、第二异形冲压块、第一折弯块、第二折弯块和切断块;第一异形冲压块和第二异形冲压块正下方的加工平台上分别开设有下第一异形冲压孔和下第二异形冲压孔,第一折弯块和第二折弯块分别位于第一折弯台和第二折弯台正上方且沿着Y轴方向的两侧,切断块正下方的第二折弯台上开设有下切断孔。本技术可以依次实现工件的两次冲压、两次折弯和一次折断处理,通过一个模具即可实现上述过程,集成性较好,可以大大降低时间、人力、物力成本。
技术研发人员:孙远辉,颜雪峰,王晓佳
受保护的技术使用者:华安钢宝利高新汽车板加工(常熟)有限公司
技术研发日:20230712
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!