一种冲压件切边冲孔复合模具的制作方法
本技术涉及汽车钣金冲压,尤其涉及一种冲压件切边冲孔复合模具。
背景技术:
1、冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法,冲压和锻造同属塑性加工,合称锻压,复合模具是指冲床在一次行程中,完成落料、冲孔等多个工序的一种模具结构。
2、随着时代的发展,汽车行业的普及,汽车配件制造业也随之兴起,现在汽车钣金通过冲压模具制造而成,紧接着就是冲孔和切边,现有的对汽车钣金冲压件冲孔切边是用两种不同的设备进行,不能同时进行冲孔和切边,费时又费力,占地面积也广,因此,本领域技术人员提供了一种冲压件切边冲孔复合模具,以解决上述背景技术中提出的问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种冲压件切边冲孔复合模具,通过将汽车座椅滑轨条冲压件放在下模座上,对准冲孔和切边的位置,启动四个液压柱向下延伸,带动上模座向下延伸,通过多个导柱对成品冲压件冲孔,通过切刀对成品冲压件切边,方便对汽车座椅滑轨条钣金成品冲压件冲孔和切边,不仅省时省力,还节省占地空间。
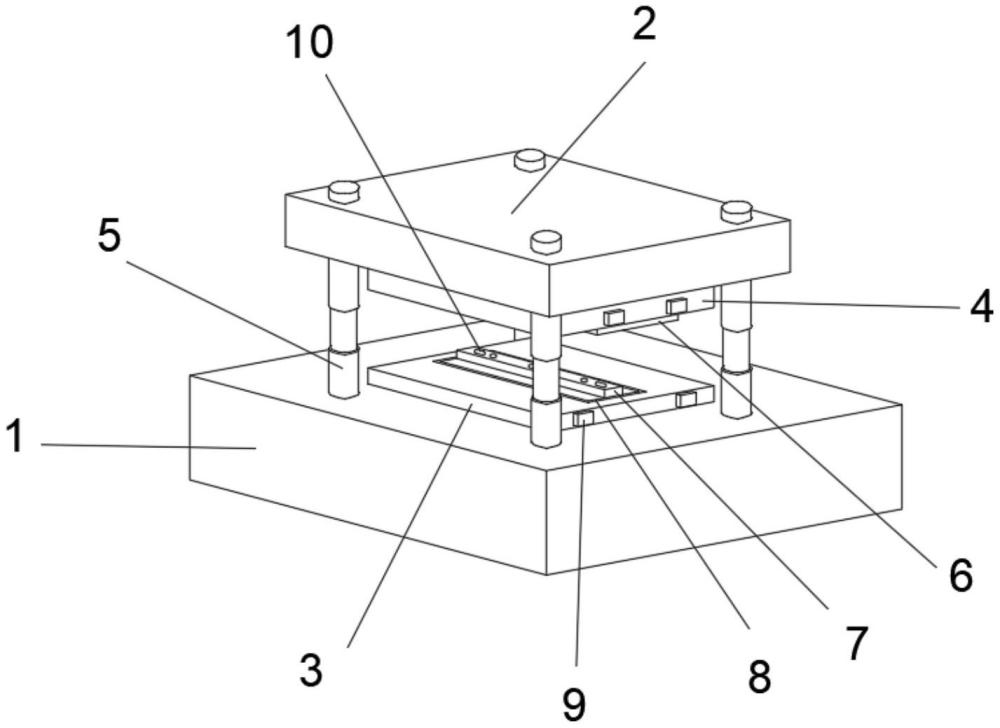
2、为实现上述目的,本实用新型提供了如下技术方案:一种冲压件切边冲孔复合模具,包括底座,所述底座上端面中心处设有第一凸块,所述第一凸块外侧套设有下模座,所述下模座下端面中心设有第一凹槽,所述下模座上端面中心处固定连接有凹模板,所述底座上端面中心处呈矩形排列有四个液压柱,四个所述液压柱上端设有盖板;
3、所述盖板下端面中心处设有上模座,所述上模座下端面中心处设有第二凹槽,所述上模座下端面中心处设有凸模板,所述凸模板下端面中心处设有第二凸块,所述凸模板下端面中心处前后排列设有多个导柱,所述凸模板与多个导柱之间设有刀护,所述刀护内部设有切刀,所述凸模板四个外侧壁上模座下端面均设有卡槽,四个所述卡槽上内壁均固定连接有下压弹簧,四个所述下压弹簧下端面均固定连接有挡板,所述下模座与上模座前端面中心靠两侧处均设有固定板,所述下模座与上模座一侧壁中心靠两侧处均设有弹簧柱;
4、通过上述技术方案,通过将汽车座椅滑轨条冲压件放在下模座上,对准冲孔和切边的位置,启动四个液压柱向下延伸,带动上模座向下延伸,通过多个导柱对成品冲压件冲孔,通过切刀对成品冲压件切边,方便对汽车座椅滑轨条钣金成品冲压件冲孔和切边,不仅省时省力,还节省占地空间。
5、进一步地,四个所述弹簧柱一端分别与四个固定板后端面固定连接,靠上处两个所述弹簧柱另一端分别贯穿上模座前端面、第二凹槽前内壁和第二凸块前端面通至上模座后端面上,靠下处两个所述弹簧柱另一端分别贯穿下模座前端面、第一凹槽前内壁和第一凸块前端面通至下模座后端面上,四个所述弹簧柱上端面设有弹簧销;
6、通过上述技术方案,方便安装与拆卸更换。
7、进一步地,所述第一凹槽与第一凸块之间相互适配;
8、通过上述技术方案,方便将凹模板固定在底座上端。
9、进一步地,所述第二凹槽与第二凸块之间相互适配;
10、通过上述技术方案,方便将凸模板固定在上模座下端。
11、进一步地,四个所述挡板上端分别贯穿四个卡槽通至上模座下端;
12、通过上述技术方案,方便给钣金切边。
13、进一步地,所述切刀下端下模座上端开设有刀槽;
14、通过上述技术方案,方便切割时使切口平整。
15、进一步地,所述切刀下端贯穿刀护下内壁通至刀护下端;
16、通过上述技术方案,方便在切边时不跑偏。
17、进一步地,多个所述导柱与多个导槽之间相互适配;
18、通过上述技术方案,方便给钣金冲孔。
19、本实用新型具有如下有益效果:
20、1、本实用新型中,在冲压件切边冲孔复合模具使用时,通过将汽车座椅滑轨条冲压件放在下模座上,对准冲孔和切边的位置,启动四个液压柱向下延伸,带动上模座向下延伸,通过多个导柱对成品冲压件冲孔,通过切刀对成品冲压件切边,方便对汽车座椅滑轨条钣金成品冲压件冲孔和切边,不仅省时省力,还节省占地空间。
21、2、本实用新型中,通过启动四个液压柱开启切边,通过切刀上端设置的刀护,方便切刀在切边时不偏移,通过凸模板四侧壁设置的四个挡板,方便挡住切刀崩坏的碎片,以及避免工作人员的误碰,造成伤害。
22、3、本实用新型中,通过将四个弹簧销取下,用四个固定板将弹簧柱抽出,将上模座和下模座拿出,方便更换使用其他模具和维护。
技术特征:
1.一种冲压件切边冲孔复合模具,包括底座(1),其特征在于:所述底座(1)上端面中心处设有第一凸块(20),所述第一凸块(20)外侧套设有下模座(3),所述下模座(3)下端面中心设有第一凹槽(19),所述下模座(3)上端面中心处固定连接有凹模板(7),所述底座(1)上端面中心处呈矩形排列有四个液压柱(5),四个所述液压柱(5)上端设有盖板(2);
2.根据权利要求1所述的一种冲压件切边冲孔复合模具,其特征在于:四个所述弹簧柱(15)一端分别与四个固定板(9)后端面固定连接,靠上处两个所述弹簧柱(15)另一端分别贯穿上模座(4)前端面、第二凹槽(21)前内壁和第二凸块(22)前端面通至上模座(4)后端面上,靠下处两个所述弹簧柱(15)另一端分别贯穿下模座(3)前端面、第一凹槽(19)前内壁和第一凸块(20)前端面通至下模座(3)后端面上,四个所述弹簧柱(15)上端面设有弹簧销(17)。
3.根据权利要求1所述的一种冲压件切边冲孔复合模具,其特征在于:所述第一凹槽(19)与第一凸块(20)之间相互适配。
4.根据权利要求1所述的一种冲压件切边冲孔复合模具,其特征在于:所述第二凹槽(21)与第二凸块(22)之间相互适配。
5.根据权利要求1所述的一种冲压件切边冲孔复合模具,其特征在于:四个所述挡板(6)上端分别贯穿四个卡槽(18)通至上模座(4)下端。
6.根据权利要求1所述的一种冲压件切边冲孔复合模具,其特征在于:所述切刀(14)下端下模座(3)上端开设有刀槽(8)。
7.根据权利要求1所述的一种冲压件切边冲孔复合模具,其特征在于:所述切刀(14)下端贯穿刀护(13)下内壁通至刀护(13)下端。
8.根据权利要求1所述的一种冲压件切边冲孔复合模具,其特征在于:多个所述导柱(12)与多个导槽(10)之间相互适配。
技术总结
本技术涉及汽车钣金冲压技术领域,公开了一种冲压件切边冲孔复合模具,包括底座,所述底座上端面中心处设有第一凸块,所述第一凸块外侧套设有下模座,所述下模座下端面中心设有第一凹槽,所述下模座上端面中心处固定连接有凹模板,所述底座上端面中心处呈矩形排列有四个液压柱,四个所述液压柱上端设有盖板,所述盖板下端面中心处设有上模座,所述上模座下端面中心处设有第二凹槽,所述刀护内部设有切刀。本技术中,启动四个液压柱向下延伸,带动上模座向下延伸,通过多个导柱对成品冲压件冲孔,通过切刀对成品冲压件切边,方便对汽车座椅滑轨条钣金成品冲压件冲孔和切边,不仅省时省力,还节省占地空间。
技术研发人员:黄继东,田小辉
受保护的技术使用者:舞钢市晟华智能科技有限公司
技术研发日:20230714
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!