一种粗精一体双层切削刀具的制作方法
本技术属于加工刀具,具体涉及一种粗精一体双层切削刀具。
背景技术:
1、铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量。
2、汽车零件平面铣削时,因材质为铝件,对其表面的粗糙度及光洁度要求高,一般工艺都是粗铣一刀,再加精铣一刀,但频繁的换刀,单件加工时间长、生产成本高、整体周期长,效率低;无法适应大批量、规模化的生产需求。
技术实现思路
1、针对现有技术所存在的上述不足,本实用新型提供一种粗精一体双层切削刀具,节约换刀次数与加工时间,切削速度快,单件加工时间短,提高整体的生产效率。
2、为实现上述目的,本实用新型提供了如下技术方案:
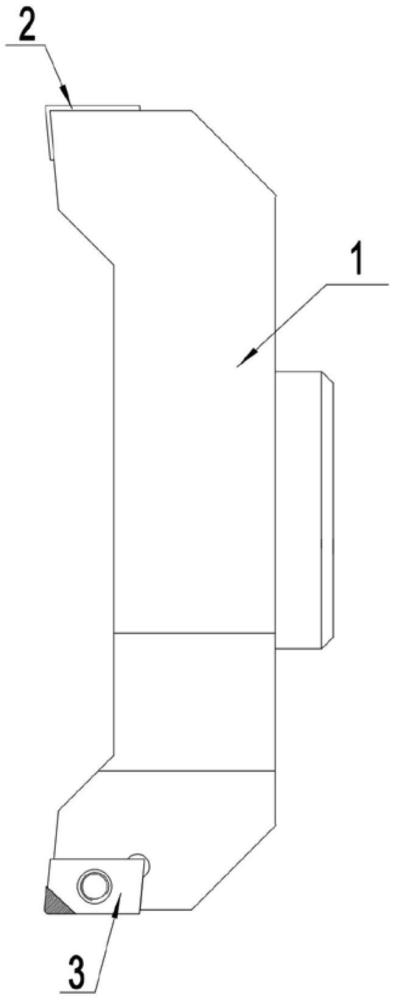
3、一种粗精一体双层切削刀具,包括刀盘、粗铣刀片、精铣刀片,所述刀盘的一端对应两侧对称开设有安装面,所述安装面与刀盘轴线平行,所述安装面上开设有刀片安装槽,所述刀片安装槽互成180度,且靠近刀盘轴线布置;
4、所述粗铣刀片、精铣刀片分别安装在所述刀片安装槽内,所述刀盘前端面靠近所述刀片安装槽设置有避让面,所述刀盘前端面中心设置有凹槽,与所述避让面衔接;
5、所述精铣刀片的切削面比粗铣刀片的切削面轴向凸出0.2mm;
6、所述粗铣刀片的切削面比精铣刀片的切削面径向大0.3mm。
7、进一步的,所述刀盘后端连接有刀柄,所述刀盘后端中心开设有刀柄安装孔,且靠近所述刀柄安装孔开设有限位槽,所述刀盘的前端开设有沉孔,与所述刀柄安装孔形成贯通体。
8、进一步的,所述刀柄前端依次设置有安装部、限位部,所述安装部设置于所述刀柄安装孔内,所述限位部卡接在所述限位槽内,所述刀柄与刀盘采用螺栓紧固连接。
9、进一步的,两个所述刀片安装槽一侧均开设有螺栓孔,所述粗铣刀片、精铣刀片均通过螺栓与对应的螺栓孔螺纹连接。
10、进一步的,所述粗铣刀片、精铣刀片的刀片主体截面形状为菱形,所述避让面与粗铣刀片、精铣刀片的切削刃平行设置。
11、进一步的,所述粗铣刀片型号为apkt1604ak h01铝用,精铣刀片型号为apkt160408pcd铝用。
12、有益效果:本实用新型一种粗精一体双层切削刀具,刀盘整体结构轻盈,刀盘上设有粗铣刀片、精铣刀片,粗铣刀片的径向值大于精铣刀片的径向值,精铣刀片的端面值大于粗铣刀片的端面值,将精铣与粗铣一体化结合在一个刀盘上,粗铣刀片将铝件表面先行铣削,再由精铣刀片进行铣削,0.2mm的轴向偏差及0.3mm的径向偏差,使得精加工切削量小,防止铝件变形,从而获得理想的精度和光洁度,提高工件表面的平面度,节约换刀次数与加工时间,切削速度快,单件加工时间短,提高整体的生产效率;粗铣刀片、精铣刀片各设有一个且互成180度,整体受力均匀,铣削效果更好,加工误差较小,成本低。
技术特征:
1.一种粗精一体双层切削刀具,其特征在于:包括刀盘(1)、粗铣刀片(2)、精铣刀片(3),所述刀盘(1)的一端对应两侧对称开设有安装面(11),所述安装面(11)与刀盘(1)轴线平行,所述安装面(11)上开设有刀片安装槽(12),所述刀片安装槽(12)互成180度,且靠近刀盘(1)轴线布置;
2.根据权利要求1所述的一种粗精一体双层切削刀具,其特征在于:所述刀盘(1)后端连接有刀柄(4),所述刀盘(1)后端中心开设有刀柄安装孔(16),且靠近所述刀柄安装孔(16)开设有限位槽(17),所述刀盘(1)的前端开设有沉孔(15),与所述刀柄安装孔(16)形成贯通体。
3.根据权利要求2所述的一种粗精一体双层切削刀具,其特征在于:所述刀柄(4)前端依次设置有安装部(41)、限位部(42),所述安装部(41)设置于所述刀柄安装孔(16)内,所述限位部(42)卡接在所述限位槽(17)内,所述刀柄(4)与刀盘(1)采用螺栓紧固连接。
4.根据权利要求1所述的一种粗精一体双层切削刀具,其特征在于:两个所述刀片安装槽(12)一侧均开设有螺栓孔,所述粗铣刀片(2)、精铣刀片(3)均通过螺栓与对应的螺栓孔螺纹连接。
5.根据权利要求1所述的一种粗精一体双层切削刀具,其特征在于:所述粗铣刀片(2)、精铣刀片(3)的刀片主体截面形状为菱形,所述避让面(13)与粗铣刀片(2)、精铣刀片(3)的切削刃平行设置。
6.根据权利要求1所述的一种粗精一体双层切削刀具,其特征在于:所述粗铣刀片(2)型号为apkt1604ak h01铝用,精铣刀片(3)型号为apkt160408pcd铝用。
技术总结
本技术提供一种粗精一体双层切削刀具,包括刀盘、粗铣刀片、精铣刀片,所述刀盘的一端对应两侧对称开设有安装面,所述安装面与刀盘轴线平行,所述安装面上开设有刀片安装槽,所述刀片安装槽互成180度,且靠近刀盘轴线布置;所述粗铣刀片、精铣刀片分别安装在所述刀片安装槽内,所述刀盘前端面靠近所述刀片安装槽设置有避让面,所述刀盘前端面中心设置有凹槽,与所述避让面衔接;所述精铣刀片的切削面比粗铣刀片的切削面轴向凸出0.2mm;所述粗铣刀片的切削面比精铣刀片的切削面径向大0.3mm。本技术0.2mm的轴向偏差及0.3mm的径向偏差,使得精加工切削量小,防止铝件变形,获得理想的精度和光洁度,提高工件表面的平面度,节约换刀次数与加工时间。
技术研发人员:陈思,陈峰睿
受保护的技术使用者:盐城京奇刀具有限公司
技术研发日:20230718
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!