型钢自动对齐焊接装置的制作方法
本技术涉及型钢加工,尤其涉及一种型钢自动对齐焊接装置。
背景技术:
1、在型钢加工过程中,有时候需要将两根型钢焊接在一起,以满足尺寸要求。其中一种焊接方式是沿型钢的长度方向对接焊接,即两根型钢对头,目前,对于两根型钢对头焊接需要先人工对齐,然后再利用焊接机器人进行焊接,工作效率低,劳动强度大;而且上料过程中,型钢的焊接端受型钢自身长度的影响,可能无法准确停在焊接机器人预设的焊接工位处,导致焊接机器人难以根据编制好的程序对不同尺寸的型钢进行焊接,需要重新编程,降低了焊接效率。
技术实现思路
1、本实用新型的目的在于提供一种型钢自动对齐焊接装置,能够实现型钢焊接前两根型钢端部的自动对齐,而且焊接机器人能够自动对准型钢焊接端端部,从而根据预设程序对型钢进行焊接,焊接效率高。
2、为达此目的,本实用新型采用以下技术方案:
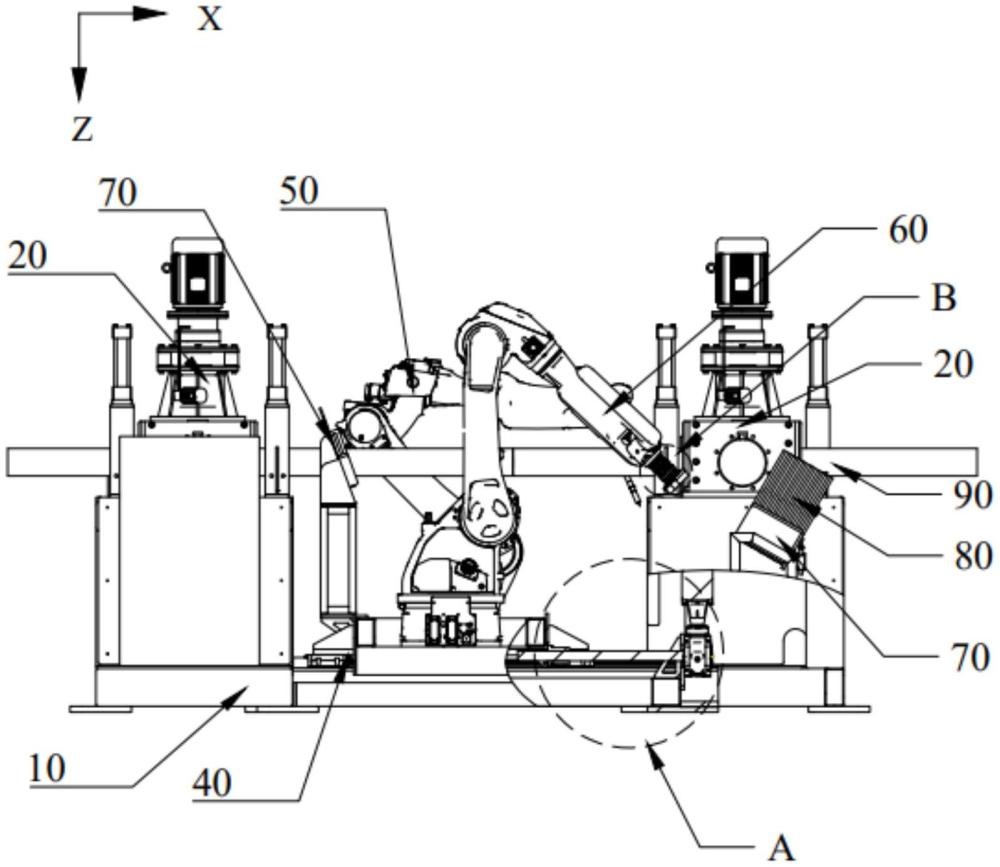
3、型钢自动对齐焊接装置,包括机架、夹持机构、焊接机器人、行走机构以及识别机构,所述夹持机构设置两组,两组所述夹持机构沿第一方向在所述机架上间隔对称设置;所述夹持机构包括定位组件和压紧组件,所述定位组件能够沿第二方向夹持型钢,所述压紧组件能够沿第三方向夹持型钢;所述焊接机器人位于两组所述夹持机构之间且能够在所述机架上沿所述第一方向往复行走;所述行走机构被配置为带动所述焊接机器人在所述机架上移动;所述识别机构与所述行走机构电性连接,被配置为识别型钢焊接端端面所在位置;其中,所述第一方向、所述第二方向和所述第三方向两两垂直。
4、作为优选,所述定位组件包括驱动轮、定位轮以及第一驱动件,所述驱动轮和所述定位轮均竖直设置且能够绕自身轴线旋转,所述第一驱动件与所述定位轮连接,所述第一驱动件被配置为驱动所述定位轮沿所述第二方向做靠近或远离所述驱动轮的运动。
5、作为优选,所述定位组件还包括驱动电机,所述驱动电机的输出端与所述驱动轮连接。
6、作为优选,还包括光光电开关,所述光电开关设置于两组所述夹持机构之间并与所述驱动电机电性连接。
7、作为优选,所述定位组件还包括光栅尺,所述光栅尺被配置为对所述定位轮的移动距离进行监测。
8、作为优选,还包括搬运机器人,所述搬运机器人用于搬运端板,所述搬运机器人能够随所述焊接机器人在所述机架上沿所述第一方向移动。
9、作为优选,还包括用于存放所述端板的储料仓,所述储料仓设置有两组,分别为一级储料仓和二级储料仓,所述一级储料仓相对于所述夹持机构的位置固定,所述二级储料仓能够随所述搬运机器人在所述机架上沿所述第一方向移动。
10、作为优选,所述搬运机器人包括机器人主体、抓取组件和柔性连接组件,所述抓取组件与所述机器人主体之间通过所述柔性连接组件连接,以使所述抓取组件能够相对于所述机器人主体产生轴向伸缩。
11、作为优选,所述识别机构包括到位检测开关,所述到位检测开关安装在所述搬运机器人上。
12、作为优选,所述压紧组件包括导向架、上托辊、下托辊以及第二驱动件,所述上托辊和所述下托辊均水平安装于所述导向架上且能够绕自身轴线旋转,所述上托辊位于所述下托辊的上方,所述第二驱动件与所述上托辊连接,所述第二驱动件被配置为驱动所述上托辊做靠近或远离所述下托辊的运动。
13、本实用新型的有益效果:本实用新型中的型钢自动对齐焊接装置在焊接机器人的两侧分别设置一组夹持机构,每组夹持机构包括能够沿第二方向夹持型钢的定位组件和能够沿第三方向夹持型钢的压紧组件,定位组件能够使两根待焊接的型钢保持在同一条直线上,实现自动对齐;而且根据识别机构反馈的信号,行走机构能够带动焊接机器人移动使焊接机器人与型钢的待焊接端保持相对位置一致,从而按照预设程序焊接型钢,提高了焊接效率。
技术特征:
1.型钢自动对齐焊接装置,其特征在于,包括:
2.根据权利要求1所述的型钢自动对齐焊接装置,其特征在于,所述定位组件(21)包括驱动轮(211)、定位轮(212)以及第一驱动件(213),所述驱动轮(211)和所述定位轮(212)均竖直设置且能够绕自身轴线旋转,所述第一驱动件(213)与所述定位轮(212)连接,所述第一驱动件(213)被配置为驱动所述定位轮(212)沿所述第二方向做靠近或远离所述驱动轮(211)的运动。
3.根据权利要求2所述的型钢自动对齐焊接装置,其特征在于,所述定位组件(21)还包括驱动电机(214),所述驱动电机(214)的输出端与所述驱动轮(211)连接。
4.根据权利要求3所述的型钢自动对齐焊接装置,其特征在于,还包括光电开关(16),所述光电开关(16)设置于两组所述夹持机构(20)之间并与所述驱动电机(214)电性连接。
5.根据权利要求2所述的型钢自动对齐焊接装置,其特征在于,所述定位组件(21)还包括光栅尺(217),所述光栅尺(217)被配置为对所述定位轮(212)的移动距离进行监测。
6.根据权利要求1所述的型钢自动对齐焊接装置,其特征在于,还包括搬运机器人(60),所述搬运机器人(60)用于搬运端板,所述搬运机器人(60)能够随所述焊接机器人(50)在所述机架(10)上沿所述第一方向移动。
7.根据权利要求6所述的型钢自动对齐焊接装置,其特征在于,还包括用于存放所述端板的储料仓(70),所述储料仓(70)设置有两组,分别为一级储料仓和二级储料仓,所述一级储料仓(70)相对于所述夹持机构(20)的位置固定,所述二级储料仓(70)能够随所述搬运机器人(60)在所述机架(10)上沿所述第一方向移动。
8.根据权利要求6所述的型钢自动对齐焊接装置,其特征在于,所述搬运机器人(60)包括机器人主体、抓取组件(61)和柔性连接组件(62),所述抓取组件(61)与所述机器人主体之间通过所述柔性连接组件(62)连接,以使所述抓取组件(61)能够相对于所述机器人主体产生轴向伸缩。
9.根据权利要求6中所述的型钢自动对齐焊接装置,其特征在于,所述识别机构(30)包括到位检测开关,所述到位检测开关安装在所述搬运机器人(60)上。
10.根据权利要求1-9中任一所述的型钢自动对齐焊接装置,其特征在于,所述压紧组件(22)包括导向架(227)、上托辊(221)、下托辊(222)以及第二驱动件(223),所述上托辊(221)和所述下托辊(222)均水平安装于所述导向架(227)上且能够绕自身轴线旋转,所述上托辊(221)位于所述下托辊(222)的上方,所述第二驱动件(223)与所述上托辊(221)连接,所述第二驱动件(223)被配置为驱动所述上托辊(221)做靠近或远离所述下托辊(222)的运动。
技术总结
本技术属于型钢加工技术领域,公开了一种型钢自动对齐焊接装置,该焊接装置包括机架、夹持机构、焊接机器人、行走机构以及识别机构,夹持机构沿第一方向设置两组,包括定位组件和压紧组件,定位组件能够沿第二方向夹持型钢,压紧组件能够沿第三方向夹持型钢;焊接机器人位于两组夹持机构之间且能够在机架上沿第一方向往复行走;行走机构被配置为带动焊接机器人在机架上移动;识别机构与行走机构电性连接,被配置为识别型钢焊接端端面所在位置。上述型钢自动对齐焊接装置通过夹持机构的设置能够实现型钢的自动对齐,而且借助识别机构,焊接机器人能够与型钢的待焊接端保持相对位置一致,无需重新编程,提高了焊接效率。
技术研发人员:陈振东,请求不公布姓名
受保护的技术使用者:建科机械(天津)股份有限公司
技术研发日:20230724
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!