一种可自动旋转的圆管焊接工装夹具
本技术属于焊接设备,具体涉及一种可自动旋转的圆管焊接工装夹具。
背景技术:
1、在机加工行业中,特别是在焊接加工中,常常使用到中心架。中心架是在加工中径向支承旋转工件的辅助装置,在焊接细长类零件的时候,为了防止工件受重力作用而产生弯曲变形,中心架是保证这些工件加工精度的主要附件之一。目前,随着重载、大直径、细长圆管的焊接要求提高,现有的铸造中心架无论从可调加工直径、范围、质量等方面都无法满足重载、大直径、细长圆管的焊接需要,使用原有中心架无法保证工件加工精度,因此需要一种新型中心架以更好的解决重载、大直径、细长圆管加工的问题。
2、现在市场上的中心架主要用于车床、磨床、数控机床等方面,由压板、支撑座、夹紧块和中心架构成,中心架分为中心架上体和中心架下体两部分,下体焊接在支撑座上的支撑筋上,上下体连接用销轴通过耳板上销轴孔进行连接,以及用活结螺栓和销轴通过上体的座和下体的耳板上的销轴进行连接,支撑座通过t型螺栓、螺母和压板固定在车床的轨道上,夹紧块焊接在中心架上;主要用于加工细长轴,在细长轴挠度最大的地方加装,辅助支撑调整到与之加工基准重合;中心架的传动方式主要通过液压传动和手动,液压传动中心架价格昂贵操作不便,手动中心架不能快速定心、安装与拆卸、质量过大、对操作人员要求极高。
3、因此,本申请提出一种可自动旋转的圆管焊接工装夹具。
技术实现思路
1、本实用新型的目的在于提出一种可自动旋转的圆管焊接工装夹具,不但能够实现传统中心架在加工过程所起到的功能,还能解决传统中心架在加工时带来的弊端。
2、为解决上述的技术问题,本实用新型采用以下技术方案:
3、一种可自动旋转的圆管焊接工装夹具,包括活动桌,活动桌上设置有滑轨,滑轨上设置有能够沿滑轨移动并能固定焊件的卡盘及中心架,
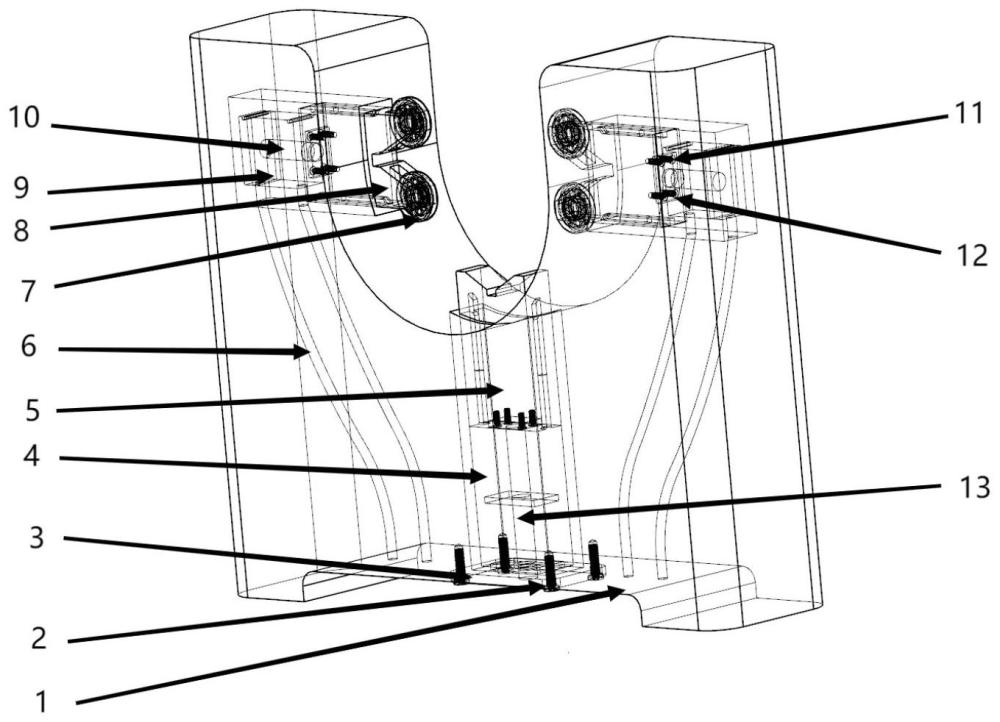
4、中心架包括底座和背板,背板上开设有u型槽,
5、并且在底座上通过第一紧固螺钉设置有活塞臂固定板,活塞臂固定板上设置有下活塞臂,下活塞臂内设置有下活塞,下活塞顶部设置有支撑架,
6、u型槽两侧壁均横向设置有上活塞臂,上活塞臂内设置有上活塞,上活塞末端连接有夹具,夹具上设置有轴承,
7、下活塞臂和上活塞臂均与气路连通,气路与气压传动系统上的气管连接,气压传动系统主要包括能源装置执行元件,气动控制元件,辅助元件工作介质,气压传动系统为现有市场上所购买,其内部结构、工作原理和连接关系均为本领域所公知的。
8、夹具和支撑架是分开运动的,下支撑架是用来调节当加工的尺寸不同时,其几何中心不确定时,需要支撑架来调节。
9、当齿轮与工件接触时会根据工件大小的需求来设计气压的大小,从而确定夹具的夹紧力度。当对工件进行焊接时,工件可自由旋转,不会受夹具夹紧力的大小所限制,使用轴承还能保证工件的表面质量不会受到损害,可用于加工表面精度要求不太高的工件。
10、夹具与上活塞,用于固定轴承和传动,上活塞臂和夹具之间通过滑槽和滑轨连接,从而达到定位的作用。
11、进一步,上活塞和夹具通过活塞夹具连接板连接,并且活塞夹具连接板上设置有第二紧固螺钉,两者共同运动。
12、进一步,轴承沿着夹具其径向向外延伸方向设置,并且每个夹具末端对称设置有两个轴承。
13、进一步,上活塞臂的气路横竖交错分布于活塞臂固定板两侧。
14、进一步,第一紧固螺钉设置有多个。
15、进一步,下活塞臂和支撑架之间通过滑槽和滑轨连接。
16、进一步,上活塞臂和夹具之间通过滑槽和滑轨连接。
17、与现有技术相比,本实用新型至少具有以下有益效果之一:
18、本实用新型中夹具主体它是通过气压传动,带动夹具运动,从而达到夹紧作用;其中,下支撑架与左右两夹具是分开运动的,下支撑架是用来调节当加工的尺寸不同时,其几何中心不确定时,需要支撑架来调节。
19、当齿轮与工件接触时会根据工件大小的需求来设计气压的大小,从而确定夹具的夹紧力度;当对工件进行焊接时,工件可自由旋转,不会受夹具夹紧力的大小所限制,使用轴承还能保证工件的表面质量不会受到损害,可用于加工表面精度要求不太高的工件。
20、另外,本实用新型使用气压传动,还有以下好处:工作介质是空气,它来源方便,取之不尽,用之不竭,使用后直接排入大气而无污染,不需要设置专门的回收装置;空气的粘度很小,所以流动时压力损失较小,节能,高效,适用于集中供气和远距离输送;动作迅速,反应快,调节方便,维护简单,系统有故障时容易排除,可利用气压信号实现自动控制,无神秘感;工作环境适应性好。特别适合在易燃、易爆、潮湿、多尘、强磁、振动、辐射等恶劣条件下工作,排气不污染环境,在食品、轻工、纺织、印刷、精密检测等场合中应用更具优势;成本低,具有过载保护功能。
21、本实用新型的工作原理:
22、下支撑架的气压传动系统是单独传动的,气压传动系统通过气管与下活塞臂相当于气缸单独连接,单独运动;
23、下支撑架上升:下活塞从下活塞臂盖处开始运动时,下活塞臂内的工作容积逐渐增大,这时,气体即沿着进气管,直到工作容积变到最大时为止,进气阀关闭下气路关闭,气压传动把活塞上压,然后使气压从上管道口流出,使气缸内气压增大,从而达到支撑架上升的作用。
24、下支撑架下降:活塞反向运动时,下活塞臂内工作容积缩小,排气阀打开,气体排出下活塞臂,直到活塞运动到极限位置为止,排气阀关闭,从而达到支撑架下降的作用。
25、左右上活塞气压传动系统是一起传动的,活塞式压缩机的活塞从上活塞臂盖处开始运动时,上活塞臂内的工作容积逐渐增大,这时,气体即沿着进气管,推开进气阀而进入上活塞臂,直到工作容积变到最大时为止,进气阀关闭;活塞式压缩机的活塞反向运动时,上活塞臂内工作容积缩小,气体压力升高,当上活塞臂内压力达到并略高于排气压力时,排气阀打开,气体排出上活塞臂,直到活塞运动到极限位置为止,排气阀关闭。当活塞式压缩机的活塞再次反向运动时,上述过程重复出现。总之活塞式压缩机的曲轴旋转一周,活塞往复一次,上活塞臂内相继实现进气、压缩、排气的过程,即完成一个工作循环。简单来说就是步进电机转动带动放大器工作,气压伺服阀开始工作,把气压传到气缸,然后由气缸带动活塞运动。从而实现夹具的运动。
技术特征:
1.一种可自动旋转的圆管焊接工装夹具,包括活动桌,活动桌上设置有滑轨,滑轨上设置有能够沿滑轨移动并能固定焊件的卡盘及中心架,其特征在于:中心架包括底座(1)和背板,背板上开设有u型槽,
2.根据权利要求1所述的一种可自动旋转的圆管焊接工装夹具,其特征在于:上活塞(10)和夹具(8)通过活塞夹具连接板(12)连接,并且活塞夹具连接板(12)上设置有第二紧固螺钉(11)。
3.根据权利要求1所述的一种可自动旋转的圆管焊接工装夹具,其特征在于:轴承(7)沿着夹具(8)其径向向外延伸方向设置,并且每个夹具(8)末端对称设置有两个轴承(7)。
4.根据权利要求1或2所述的一种可自动旋转的圆管焊接工装夹具,其特征在于:上活塞臂(9)的气路横竖交错分布于活塞臂固定板(3)两侧。
5.根据权利要求1所述的一种可自动旋转的圆管焊接工装夹具,其特征在于:第一紧固螺钉(2)设置有多个。
6.根据权利要求1所述的一种可自动旋转的圆管焊接工装夹具,其特征在于:下活塞臂(4)和支撑架(5)之间通过滑槽和滑轨连接。
7.根据权利要求1所述的一种可自动旋转的圆管焊接工装夹具,其特征在于:上活塞臂(9)和夹具(8)之间通过滑槽和滑轨连接。
技术总结
本技术属于焊接设备技术领域,具体涉及一种可自动旋转的圆管焊接工装夹具;包括活动桌,活动桌上设置有滑轨,滑轨上设置有能够沿滑轨移动并能固定焊件的卡盘及中心架,中心架包括底座和背板,背板上开设有U型槽,并且在底座上通过第一紧固螺钉设置有活塞臂固定板,活塞臂固定板上设置有下活塞臂,下活塞臂内设置有下活塞,下活塞顶部设置有支撑架,U型槽两侧壁均横向设置有上活塞臂,上活塞臂内设置有上活塞,上活塞末端连接有夹具,夹具上设置有轴承,下活塞臂和上活塞臂均与气路连通;不但能够实现传统中心架在加工过程所起到的功能,还能解决传统中心架在加工时带来的弊端。
技术研发人员:潘勇强,秦瑞,刘瑞琳,龙小忠,何源
受保护的技术使用者:成都航空职业技术学院
技术研发日:20230726
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!