一种电感器的磁芯自动组装装置的制作方法
本技术涉及电感器的生产,特别涉及一种电感器的磁芯自动组装装置。
背景技术:
1、电感器包括骨架、绕组、屏蔽罩、封装材料、磁芯等组成,电感器的生产包括骨架的绕线、磁芯的组装、电感器检测及封装等。由于组装简单,在现有的技术中,骨架在完成绕线后的磁芯组装通过人工即能完成,但是,随着电子产品的快速应用,其需求量也大大增加,现有技术的人工操作难以满足电感器产量的需求,而且随着社会的发展,人工成本的大幅度提高,采用人工操作的粗放式的作业方式,生产成本高,效率低下。
技术实现思路
1、针对于此,本实用新型提供了一种电感器的磁芯自动组装装置,目的在于解决电感器的磁芯的人工组装,及生产成本高、效率低下的问题。
2、为此,本实用新型采用了如下技术方案:一种电感器的磁芯自动组装装置,包括:
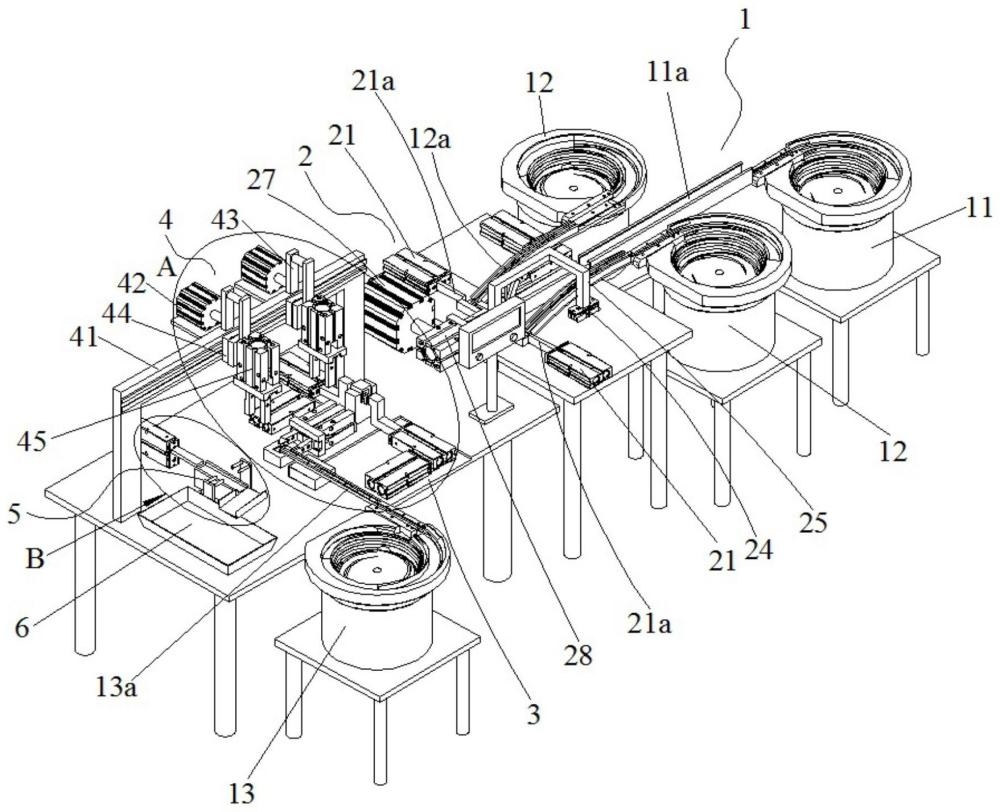
3、供料机构,设有一个第一振动盘、两个第二振动盘、一个第三振动盘,所述第一振动盘的出口端设有第一导轨,电感器通过所述第一振动盘导向以有序排列输出在所述第一导轨上,每个所述第二振动盘的出口端设有第二导轨,磁芯通过所述第二振动盘导向以有序排列输出在所述第二导轨上,所述第三振动盘的出口端设有第三导轨,磁棒通过所述第三振动盘导向以有序排列输出在所述第三导轨上;
4、第一组装机构,包括第一定位座及位于所述第一定位座两侧的两个第一推缸、翻转电机及连接在翻转电机的转动轴上的第一夹缸,所述第一推缸的活塞杆上设有正对于所述第一定位座两侧的第一推杆,所述第一定位座,设有电感器定位槽,位于所述第一导轨的端部上电感器通过所述第一定位座上的电感器定位槽以定位,所述第一推杆,设置在所述第二导轨的出口端,所述第一推杆将位于所述第二导轨端部的磁芯从两侧方向上插入电感器内压紧以实现磁芯的组装,所述第一夹缸,其活塞杆上设有第一夹爪,借由所述第一夹缸,电感器被夹紧且通过所述翻转电机翻转且移动;
5、第二组装机构,依次设有第二定位座、第三定位座和第二夹缸,所述第二定位座上设有电感器定位槽以定位的放置从所述翻转电机翻转且移动的电感器,所述第三定位座上开设有组装槽,所述第三定位座设置在所述第三导轨的末端,电感器通过所述组装槽定位,所述第二夹缸,其活塞杆上设有第二夹爪,所述第二夹爪朝向所述第三定位座两侧,所述第三导轨上的磁棒通过所述第二夹爪定位推入电感器内完成电感器的磁棒插入安装;
6、检测机构,包括第四定位座,所述第四定位座上设有电感器定位槽,所述第四定位座上的两侧还设有活动的检测板,所述检测板设有一对对应于电感器的引脚的导电柱,所述导电柱活动的抵接在电感器的引脚上以检测电感器;
7、在所述第二组装机构与所述检测机构的一侧上方还设有移料机构,所述移料机构,包括滑动轨道,所述滑动轨道设有一对滑动设置的第三夹缸,所述第三夹缸的活塞杆上设有第三夹爪,借由滑动设置的所述第三夹缸,电感器从所述第二定位座移动到第三定位座内或电感器从所述第三定位座内移动到第四定位座内。
8、进一步地,所述第一导轨,其在靠近所述第一定位座一端设有一个弹性挡片,所述弹性挡片将电感器阻挡在所述第一定位座前端,在位于所述弹性挡片一侧设有推动结构,所述推动结构包括第二推缸和第三推缸,所述第二推缸平行于所述第一导轨方向,在所述第二推缸的活塞杆上还设有第二推杆,所述第三推缸垂直于所述第二推缸,且所述第二推缸连接在所述第三推缸的活塞板端,借由所述第三推缸,所述第二推缸及第二推杆从外侧平移靠近所述第一导轨,使得所述第二推杆的前端能插入到位于所述弹性挡片下方的电感器内,所述第二推缸将电感器推动在第一定位座上。
9、进一步地,所述第一导轨上还设有用于感应电感器的感应装置。
10、进一步地,所述第一定位座上还设置有压紧装置,所述压紧装置包括压杆和压紧气缸,所述压杆连接在所述压紧气缸的活塞杆上,所述压杆从所述压紧气缸延伸在所述第一定位座上方,所述压紧气缸通过所述压杆将定位在所述第一定位座上的电感器从上部压紧,从而保证电感器在两侧磁芯插入组装的过程中压紧固定。
11、进一步地,所述第二定位座,其两侧设有第四推缸,所述第四推缸的活塞杆上连接有第三推杆,所述第三推杆朝向所述第二定位座设置,借由所述第四推缸,所述第三推杆从所述第二定位座的两侧抵压电感器以实现电感器在所述第二定位座上的定位。
12、进一步地,所述第二组装机构还包括第五推缸,所述第五推缸与所述第四推缸垂直设置,所述第四推缸连接在所述第五推缸的活塞杆上,借由所述第五推缸,所述第四推缸的第三推杆可调节对准所述第二定位座。
13、进一步地,所述检测机构,其第四定位座的一端设有导料槽,第四定位座的另外一端设有第六推缸,所述第六推缸的活塞杆上设有第四推杆,所述第四推杆朝向所述导料槽方向设置,检测后且合格的电感器通过第六推缸推动,电感器通过导料槽落入到收料框中。
14、进一步地,所述检测板上还连接有供其在所述第四定位座两侧活动的第七推缸,所述检测板连接在所述第七推缸的活塞杆上,通过第七推缸,两侧检测板相互靠近使得导电柱抵压在电感器的引脚上以检测或相互远离使得导电柱离开电感器。
15、进一步地,所述滑动轨道上滑动连接有滑动块,所述滑动轨道上部固定有供所述第三夹缸滑动的移料电机,所述移料电机的转动轴上设有偏心杆,所述偏心杆滑动连接在所述滑动块上,所述第三夹缸连接于所述偏心杆上,借由所述移料电机,所述偏心杆作偏心转动,所述滑动块在所述偏心杆的作用下相应地滑动在所述滑动轨道上,所述偏心杆上下滑动在所述滑动块上带动所述第三夹缸下落夹取电感器及抬起电感器,从而实现电感器从所述第二定位座移动到第三定位座内或电感器从所述第三定位座内移动到第四定位座内。
16、进一步地,所述第三导轨的末端设有弹性拨片,所述弹性拨片将磁棒阻挡在所述第三定位座前端,所述第二夹爪,其中的一个第二夹爪在位于所述弹性拨片的在远离所述第三定位座方向一侧,所述第二夹爪从远离所述第三定位座方向一侧插入且将位于所述弹性拨片前端的磁棒朝电感器方向拨动且夹紧在电感器内。
17、本实用新型,电感器通过第一振动盘振动导向,磁芯通过两侧的第二振动盘振动导向,在第一组装机构上的第一定位座上通过两侧的第二夹缸推动完成磁芯和电感器的自动组装,组装后的电感器再通过第二组装机构完成磁棒和电感器的自动组装,解决了电感器的人工组装问题,电感器在组装完成后还可以通过检测机构检测电感器的通电情况,确保电感器成品组装有效,自动实现了电感器的品质检测效率,降低了电感器的生产成本高、且提高了电感器的生产效率。
技术特征:
1.一种电感器的磁芯自动组装装置,其特征在于,包括:
2.根据权利要求1所述一种电感器的磁芯自动组装装置,其特征在于:所述第一导轨,其在靠近所述第一定位座一端设有一个弹性挡片,所述弹性挡片将电感器阻挡在所述第一定位座前端,在位于所述弹性挡片一侧设有推动结构,所述推动结构包括第二推缸和第三推缸,所述第二推缸平行于所述第一导轨方向,在所述第二推缸的活塞杆上还设有第二推杆,所述第三推缸垂直于所述第二推缸,且所述第二推缸连接在所述第三推缸的活塞板端,借由所述第三推缸,所述第二推缸及第二推杆从外侧平移靠近所述第一导轨,使得所述第二推杆的前端能插入到位于所述弹性挡片下方的电感器内,所述第二推缸将电感器推动在第一定位座上。
3.根据权利要求1所述一种电感器的磁芯自动组装装置,其特征在于:所述第一导轨上还设有用于感应电感器的感应装置。
4.根据权利要求1所述一种电感器的磁芯自动组装装置,其特征在于:所述第一定位座上还设置有压紧装置,所述压紧装置包括压杆和压紧气缸,所述压杆连接在所述压紧气缸的活塞杆上,所述压杆从所述压紧气缸延伸在所述第一定位座上方,所述压紧气缸通过所述压杆将定位在所述第一定位座上的电感器从上部压紧。
5.根据权利要求1所述一种电感器的磁芯自动组装装置,其特征在于:所述第二定位座,其两侧设有第四推缸,所述第四推缸的活塞杆上连接有第三推杆,所述第三推杆朝向所述第二定位座设置,借由所述第四推缸,所述第三推杆从所述第二定位座的两侧抵压电感器以实现电感器在所述第二定位座上的定位。
6.根据权利要求5所述一种电感器的磁芯自动组装装置,其特征在于:所述第二组装机构还包括第五推缸,所述第五推缸与所述第四推缸垂直设置,所述第四推缸连接在所述第五推缸的活塞杆上,借由所述第五推缸,所述第四推缸的第三推杆可调节对准所述第二定位座。
7.根据权利要求1所述一种电感器的磁芯自动组装装置,其特征在于:所述检测机构,其第四定位座的一端设有导料槽,第四定位座的另外一端设有第六推缸,所述第六推缸的活塞杆上设有第四推杆,所述第四推杆朝向所述导料槽方向设置。
8.根据权利要求1所述一种电感器的磁芯自动组装装置,其特征在于:所述检测板上还连接有供其在所述第四定位座两侧活动的第七推缸,所述检测板连接在所述第七推缸的活塞杆上。
9.根据权利要求1所述一种电感器的磁芯自动组装装置,其特征在于:所述滑动轨道上滑动连接有滑动块,所述滑动轨道上部固定有供所述第三夹缸滑动的移料电机,所述移料电机的转动轴上设有偏心杆,所述偏心杆滑动连接在所述滑动块上,所述第三夹缸连接于所述偏心杆上,借由所述移料电机,所述偏心杆作偏心转动,所述滑动块在所述偏心杆的作用下相应地滑动在所述滑动轨道上,所述偏心杆上下滑动在所述滑动块上带动所述第三夹缸下落夹取电感器及抬起电感器。
10.根据权利要求1所述一种电感器的磁芯自动组装装置,其特征在于:所述第三导轨的末端设有弹性拨片,所述弹性拨片将磁棒阻挡在所述第三定位座前端,所述第二夹爪,其中的一个第二夹爪在位于所述弹性拨片的在远离所述第三定位座方向一侧,所述第二夹爪从远离所述第三定位座方向一侧插入且将位于所述弹性拨片前端的磁棒朝电感器方向拨动且夹紧在电感器内。
技术总结
一种电感器的磁芯自动组装装置,包括供料机构,设置第一振动盘、第二振动盘、第三振动盘,提供电感器、磁芯和磁棒的自动供料,第一组装机构,完成磁芯和电感器的自动组装,第二组装机构,完成磁棒和电感器器的自动组装,检测机构,通过检测板上的导电柱,检测自动组装后的电感器的通电情况,确保电感器成品组装有效,其中,在第二组装机构与检测机构的一侧上方还设有移料机构,移料机构通过第三夹缸,电感器从第二组装机构的第二定位座移动到组装槽内或电感器从组装槽内移动到检测机构的第三定位座内。本技术实现了电感器的自动组装,降低了电感器的生产成本高、且提高了电感器的生产效率。
技术研发人员:郭仁德,陈俊杰
受保护的技术使用者:科一诺(厦门)电子有限公司
技术研发日:20230727
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!