闸阀的闸板的加工夹具的制作方法
本发明涉及一种闸阀的闸板的加工夹具。
背景技术:
1、闸阀的闸板的结构如图3所示,包括板体11、板体的两端面具有楔形夹角,两端面上分别具有凹部,凹部的底面相互平行,凹部的两侧底面中心部位分别上设有中凸柱12,凹部的两侧底面的边缘部位分别设有边凸柱13,中凸柱同轴线,边凸柱也同轴线,楔形面14与闸阀的阀座密封接触。闸板的楔角a精度要求高,通常通过铣削方法来加工,铣削加工的行程大,效率不高。
技术实现思路
1、针对上述问题,本发明提出一种闸阀的闸板的加工夹具,该夹具在保证加工质量的基础上,能提高楔形面的加工效率。
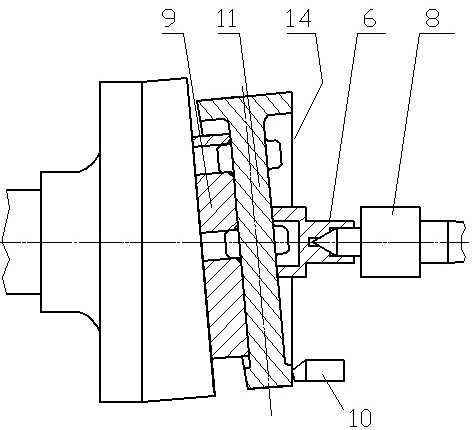
2、本发明的技术方案是,一种闸阀的闸板的加工夹具,其包括花盘2,花盘上连接有与闸板凹部底面接触的定位座9,其特征是,花盘连接在车床的主轴1上,定位座的右端面上垂直地钻有第一盲孔4和第二盲孔10的位置分别与闸板的边凸柱13和中凸柱12相对应,定位座的右端面与主轴轴线的垂直面具有夹角a,夹角a与闸板的楔角相等,闸板由压套6压在定位座上,压套6由活顶针8顶住。
3、本加工夹具的使用方法是,将闸板的凹部底面与定位座接触,用活顶针顶住压套将闸板压紧在定位座上,然后启动车床对闸板的一端面车削加工,闸板的一端面车削加工结束后,将闸板翻面对另一端面车削加工。
4、其有益效果是,第一盲孔和第二盲孔对闸板进行定位,避免闸板绕车床主轴的轴线转动,发生角位移,使闸板的两楔角加工后对称,保证楔角的精度;车削的部位为一环面即闸板凹部的环边,与铣削相比车削的行程大大缩短,提高了加工效率。
技术特征:
1.闸阀的闸板的加工夹具,其包括花盘(2),花盘上连接有与闸板凹部底面接触的定位座(9),其特征是,花盘连接在车床的主轴(1)上,定位座的右端面上垂直地钻有第一盲孔(4)和第二盲孔(10)的位置分别与闸板的边凸柱(13)和中凸柱(12)相对应,定位座的右端面与主轴轴线的垂直面具有夹角a,夹角a与闸板的楔角相等,闸板由压套(6)压在定位座上,压套由活顶针(8)顶住。
2.根据权利要求1所述的闸阀的闸板的加工夹具,其特征是,压套的左端面与定位座的右端面相平行,压套左部的内圆(5)大于闸板的中凸柱的外径,压套右部具有与活顶针的顶尖(7)相配合的中心孔。
技术总结
一种闸阀的闸板的加工夹具,用来加工闸板楔面。其包括花盘(2),花盘上连接有与闸板凹部底面接触的定位座(9),花盘连接在车床的主轴(1)上,定位座的右端面上垂直地钻有第一盲孔(4)和第二盲孔(10)的位置分别与闸板的边凸柱(13)和中凸柱(12)相对应,定位座的右端面与主轴轴线的垂直面具有夹角a,夹角a与闸板的楔角相等,闸板由压套(6)压在定位座上,压套由活顶针(8)顶住。其有益效果是,第一盲孔和第二盲孔对闸板进行定位,避免闸板绕车床主轴的轴线转动,发生角位移,使闸板的两楔角加工后对称,保证楔角的精度;车削的部位为一环面即闸板凹部的环边,与铣削相比车削的行程大大缩短,提高了加工效率。
技术研发人员:陈义,王勇,陈文龙
受保护的技术使用者:江苏江华阀业有限公司
技术研发日:20230729
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!