加热器上丝工位的制作方法
本技术属于自动化装配,涉及加热器上丝工位。
背景技术:
1、在各类成品部件的装配中,常需要通过螺丝紧锁固定各零件,使成品部件各零件之间形成稳固牢靠的相对固定状态,目前紧固螺丝的动作已从传统人工紧锁替换为专门的螺丝锁定机械紧锁,大大提高了效率,且节约了人力。
2、申请号为201920031721.7的中国实用新型专利中公开有锁螺丝机,包括移载机构及设于移载机构上的锁螺丝机构,移载机构能够带动锁螺丝机构运动,锁螺丝机构包括批头、夹持件及吸附件,批头的第一端部与夹持件相连接,第二端部穿设在吸附件中,夹持件能夹持或释放批头的第一端部,吸附件能够将批头与夹持件分离,并带动批头转动;锁螺丝机还包括位于锁螺丝机构一侧的收纳机构,收纳机构包括收容件及多个更换气管接头,收容件内设有多个收容腔,每个收容腔的第一末端设有开口,收容腔的第二末端分别与对应的更换气管接头相连通,以连接外部设备从吸附件内吸取批头,或者将收容腔内的预存的批头吹入吸附件内。本实用新型能自动更换批头,提高了作业的效率,降低了成本。在对工件进行装配螺钉时,工件受力容易偏移影响螺钉装配,通过工人按压工件完成装配,工人易出现危险,而且工件在一端装配螺钉时,另一端容易翘起,影响后续螺钉装备,从而出现误差,降低生产质量,因此,设计加热器上丝工位来解决上述问题很有必要。
技术实现思路
1、针对上述问题,为克服现有技术的缺陷,本实用新型提出了加热器上丝工位,本实用新型的目的在于:双工位上丝提高了工作效率,便于对工件进行夹紧,避免夹坏工件,降低生产成本,对工件进行压紧,保障上丝质量,提高加工质量。
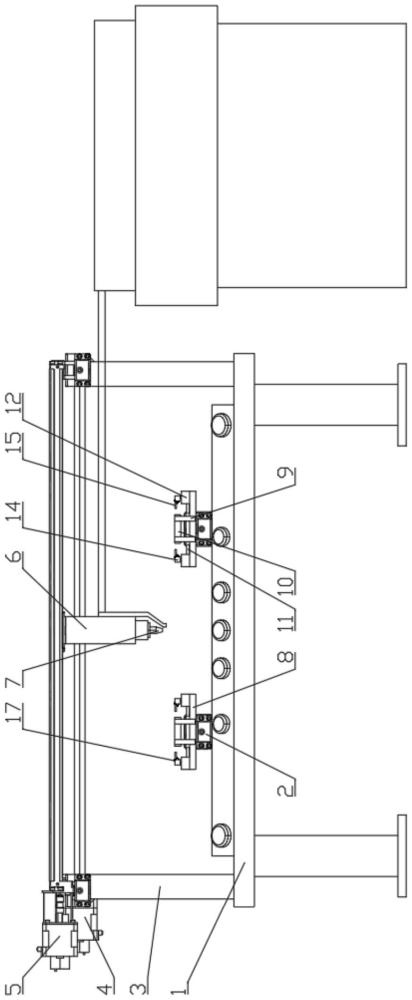
2、为了实现上述目的,本实用新型采用的技术方案如下:本实用新型包括振动盘、吹气式自动供钉系统和工作台,所述振动盘安装于工作台的侧边,所述吹气式自动供钉系统用于控制振动盘进行供钉,所述工作台上安装有两个y轴直线模组,两个所述y轴直线模组的滑座上均安装有夹紧机构,所述工作台上安装有一个上钉机构。
3、优选的,所述上钉机构包括有一个三轴龙门架,所述三轴龙门架上安装有一个上钉组件。
4、优选的,所述三轴龙门架包括有两个支撑架,所述支撑架上固定安装有一个第一直线模组,所述第一直线模组的滑座上安装有一个第二直线模组,所述上钉组件固定安装于第二直线模组的滑座上。
5、优选的,所述上钉组件包括有一个第一气缸,所述第一气缸的输出端安装有上钉部。
6、优选的,所述上钉部可选用电批。
7、优选的,所述夹紧机构包括有夹具台,所述夹具台固定安装于y轴直线模组的滑座上,所述夹具台上固定安装有两个第二气缸,两个所述第二气缸的输出端均通过螺栓固定夹板,所述夹具台上固定安装有两组第三气缸,每组所述第三气缸的输出端均固定安装有一组第四气缸,两组第四气缸的输出端均固定安装有两个按压组件。
8、优选的,所述夹板可选用直面板或弧形板。
9、优选的,两个所述夹板上均固定有橡胶垫。
10、优选的,所述按压组件包括有一个固定块,所述固定块固定安装于第四气缸的输出端,所述固定块上转动安装有一个按压板,所述按压板上固定安装有两个弹簧,两个所述弹簧的另一端均固定于固定块上,所述固定块上固定安装有一个限位块。
11、与现有技术相比,本实用新型具有以下有益效果:
12、本实用新型通过第二气缸、夹板和橡胶垫相互配合对不同形状工件进行夹紧,避免直接应力损坏工件,从而降低生产成本,通过第三气缸、第四气缸、固定块、按压板相互配合便于压紧工件,保障工件上丝质量,提高生产质量。
技术特征:
1.加热器上丝工位,包括振动盘、吹气式自动供钉系统和工作台,所述振动盘安装于工作台的侧边,所述吹气式自动供钉系统用于控制振动盘进行供钉,其特征在于:所述工作台上安装有两个y轴直线模组,两个所述y轴直线模组的滑座上均安装有夹紧机构,所述工作台上安装有一个上钉机构,所述夹紧机构包括有夹具台,所述夹具台固定安装于y轴直线模组的滑座上,所述夹具台上固定安装有两个第二气缸,两个所述第二气缸的输出端均通过螺栓固定夹板,所述夹具台上固定安装有两组第三气缸,每组所述第三气缸的输出端均固定安装有一组第四气缸,两组第四气缸的输出端均固定安装有两个按压组件,所述按压组件包括有一个固定块,所述固定块固定安装于第四气缸的输出端,所述固定块上转动安装有一个按压板,所述按压板上固定安装有两个弹簧,两个所述弹簧的另一端均固定于固定块上,所述固定块上固定安装有一个限位块。
2.根据权利要求1所述的加热器上丝工位,其特征在于:所述上钉机构包括有一个三轴龙门架,所述三轴龙门架上安装有一个上钉组件。
3.根据权利要求2所述的加热器上丝工位,其特征在于:所述三轴龙门架包括有两个支撑架,所述支撑架上固定安装有一个第一直线模组,所述第一直线模组的滑座上安装有一个第二直线模组,所述上钉组件固定安装于第二直线模组的滑座上。
4.根据权利要求2所述的加热器上丝工位,其特征在于:所述上钉组件包括有一个第一气缸,所述第一气缸的输出端安装有上钉部。
5.根据权利要求4所述的加热器上丝工位,其特征在于:所述上钉部可选用电批。
6.根据权利要求1所述的加热器上丝工位,其特征在于:所述夹板可选用直面板或弧形板。
7.根据权利要求6所述的加热器上丝工位,其特征在于:两个所述夹板上均固定有橡胶垫。
技术总结
本技术公开了加热器上丝工位,包括振动盘、吹气式自动供钉系统和工作台,所述振动盘安装于工作台的侧边,所述吹气式自动供钉系统用于控制振动盘进行供钉,所述工作台上安装有两个Y轴直线模组,两个所述Y轴直线模组的滑座上均安装有夹紧机构,所述工作台上安装有一个上钉机构,双工位上丝提高了工作效率,便于对工件进行夹紧,避免夹坏工件,降低生产成本,对工件进行压紧,保障上丝质量,提高加工质量。
技术研发人员:李义勇,郭兵,睢春龙,张坤鹏
受保护的技术使用者:郑州宇晟汽车产品科技开发有限公司
技术研发日:20230801
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!