一种进口导向静叶铣加工装夹装置的制作方法
本技术涉及装夹,具体为一种进口导向静叶铣加工装夹装置。
背景技术:
1、进口导向器静叶是压缩机中的一个重要零件,但是其中心孔较大,铣加工时装夹难度大,不能采用传统中心拉杆拉紧固定的方式装夹加工,同时用于装夹进口导向器静叶的工装板不能够与机床工作台进行快速对接锁定,导致工装板安装稳定性较差,致使影响进口导向器静叶装夹稳定性,因此为了避免装夹风险,保证零件顺利进行铣加工,需设计一种进口导向静叶铣加工装夹装置。
技术实现思路
1、本实用新型的目的在于提供一种进口导向静叶铣加工装夹装置,以解决上述背景技术中提出的至少一项技术问题。
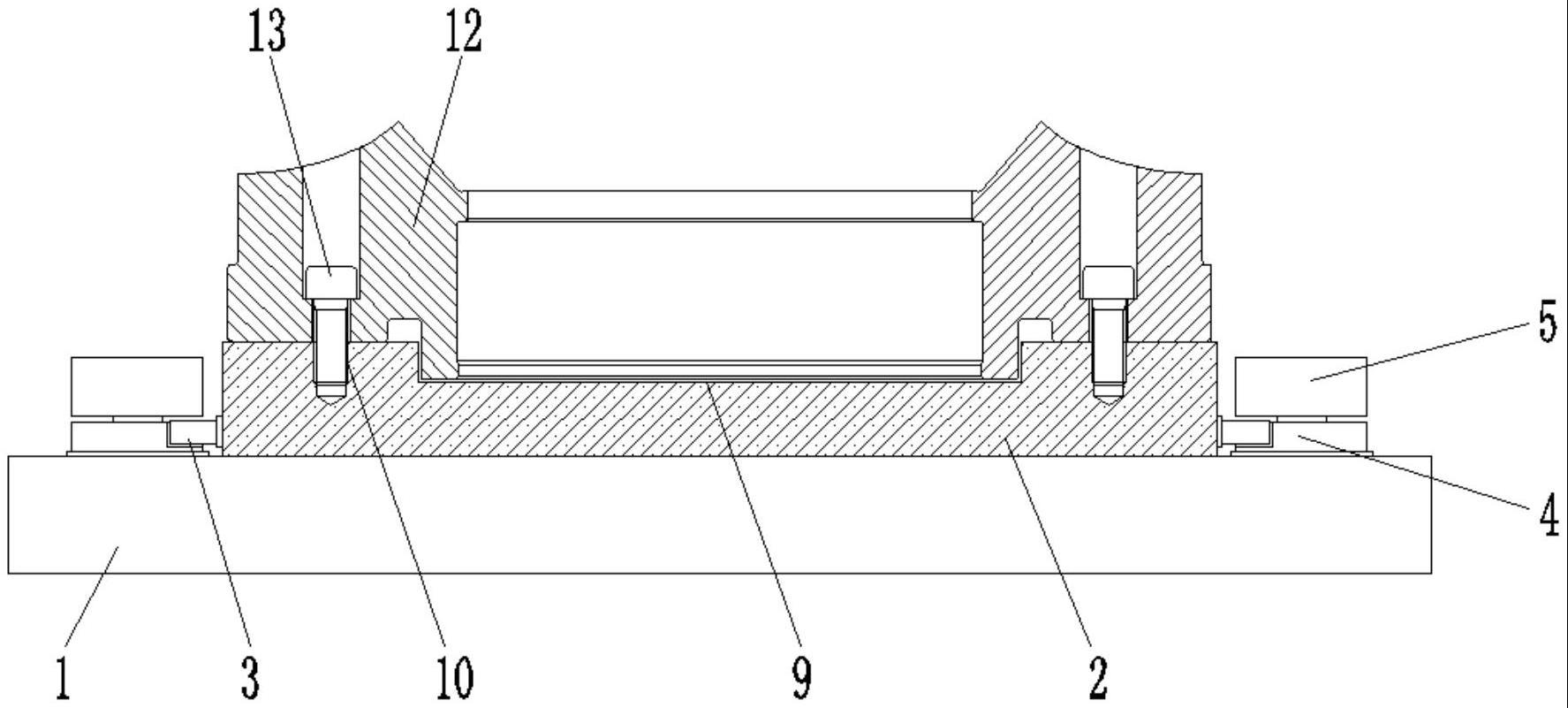
2、为实现上述目的,本实用新型提供如下技术方案:一种进口导向静叶铣加工装夹装置,包括机床工作台,所述机床工作台的上方设置有工装板,所述工装板的边缘固定有限位板,所述机床工作台的表面还固定有限位座;
3、所述限位座的上方设置有旋盖,所述限位座的表面固定有对接杆,所述对接杆位于旋盖的内部,所述对接杆和旋盖之间安装有涡旋弹簧,所述旋盖的边缘开设有槽轨;
4、所述工装板的表面开设有安插槽,所述工装板的表面还开设有锁定槽和对接槽,所述工装板的上方设置有进口导向静叶,所述进口导向静叶朝向工装板的表面同样开设有对接槽,所述进口导向静叶上安装有螺栓,所述对接槽内设置有定位销,所述定位销的表面和工装板上对接槽的内壁上均安装有磁铁。
5、优选的,所述限位座上开设有限位槽,所述限位板位于限位槽内与限位座相互卡合。
6、优选的,所述对接杆为“t”字型结构,所述旋盖通过涡旋弹簧与对接杆转动连接。
7、优选的,所述槽轨为螺旋状结构,所述槽轨的上端开口与限位槽的上端开口位于同一竖直线位置。
8、优选的,所述螺栓与进口导向静叶贯穿连接,所述螺栓的一端位于锁定槽内与其螺纹连接。
9、优选的,所述定位销通过磁铁与工装板磁吸连接。
10、本实用新型的进口导向静叶铣加工装夹装置,具有如下有益效果:
11、工装板上的限位板能够顺着旋盖上的槽轨向下滑动,当限位板穿过槽轨落入限位槽内时,旋盖在涡旋弹簧推动下进行回旋复位,从而旋盖对限位槽的上端开口进行遮挡,使得限位板稳定安置于限位槽内,此时工装板通过限位板以及限位座与机床工作台完成快捷锁定安装,提升工装板安装稳定性,而进口导向静叶则通过定位销与工装板进行定位对接,然后使用螺栓穿过进口导向静叶拧紧在工装板上,方便进口导向静叶在工装板上进行快速装配装夹,有利于后续对进口导向静叶进行稳定铣加工。
技术特征:
1.一种进口导向静叶铣加工装夹装置,其特征在于:包括机床工作台(1),所述机床工作台(1)的上方设置有工装板(2),所述工装板(2)的边缘固定有限位板(3),所述机床工作台(1)的表面还固定有限位座(4);
2.根据权利要求1所述的一种进口导向静叶铣加工装夹装置,其特征在于:所述限位座(4)上开设有限位槽(41),所述限位板(3)位于限位槽(41)内与限位座(4)相互卡合。
3.根据权利要求1所述的一种进口导向静叶铣加工装夹装置,其特征在于:所述对接杆(6)为“t”字型结构,所述旋盖(5)通过涡旋弹簧(7)与对接杆(6)转动连接。
4.根据权利要求1所述的一种进口导向静叶铣加工装夹装置,其特征在于:所述槽轨(8)为螺旋状结构,所述槽轨(8)的上端开口与限位槽(41)的上端开口位于同一竖直线位置。
5.根据权利要求1所述的一种进口导向静叶铣加工装夹装置,其特征在于:所述螺栓(13)与进口导向静叶(12)贯穿连接,所述螺栓(13)的一端位于锁定槽(10)内与其螺纹连接。
6.根据权利要求1所述的一种进口导向静叶铣加工装夹装置,其特征在于:所述定位销(14)通过磁铁(15)与工装板(2)磁吸连接。
技术总结
本技术公开了一种进口导向静叶铣加工装夹装置,包括机床工作台,所述机床工作台的上方设置有工装板,所述工装板的边缘固定有限位板,所述机床工作台的表面还固定有限位座;所述限位座的上方设置有旋盖,所述限位座的表面固定有对接杆,所述对接杆位于旋盖的内部,所述对接杆和旋盖之间安装有涡旋弹簧。该进口导向静叶铣加工装夹装置,工装板通过限位板以及限位座与机床工作台完成快捷锁定安装,提升工装板安装稳定性,而进口导向静叶则通过定位销与工装板进行定位对接,然后使用螺栓穿过进口导向静叶拧紧在工装板上,方便进口导向静叶在工装板上进行快速装配装夹,有利于后续对进口导向静叶进行稳定铣加工。
技术研发人员:刘建鑫
受保护的技术使用者:西安万钧航空动力科技有限公司
技术研发日:20230803
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!