一种动力蓄电池箱体内部安装梁拼焊定位工装的制作方法
本技术涉及焊接工装夹具领域,尤其涉及一种动力蓄电池箱体内部安装梁拼焊定位工装。
背景技术:
1、由动力蓄电池驱动的汽车为如今新能源汽车的主要发展方向,驱动汽车的动力蓄电池为保证蓄电池的安全性,通常需要将动力蓄电池安装在一个牢固的箱体内,安装动力蓄电池的箱体需要具备很高的安全性能才能有效保护动力蓄电池。一种动力蓄电池箱体,为提高箱体牢固性能,其箱体内加入了一种内部安装梁,该种内部安装梁的结构请参阅图3、图4,该种安装梁整体结构和轮廓极为复杂,包括前梁ⅰ,前梁ⅱ,左侧梁ⅰ,左侧梁ⅱ,右侧梁ⅰ,右侧梁ⅱ,底部t型梁和挡板组合件共8种结构部件,其中底部t型梁竖梁数量为5根,在制造该种内部安装梁,需要将上述多个部件焊接在一起,焊接完成后需要保证零件各个部件的位置度及形位要求,为降低制造难度,通常会在内部安装梁工件上开设定位孔,通过定位孔将工件定位,但是在没有针对性的工装进行定位的情况下要使焊接要达到生产要求仍然具有极高的难度,且生产效率极低。
技术实现思路
1、为解决上述技术问题,本实用新型的目的在于提供一种动力蓄电池箱体内部安装梁拼焊定位工装,旨在解决在制造一种动力蓄电池箱体内部安装梁时,定位难,定位不精准,生产效率低的问题。
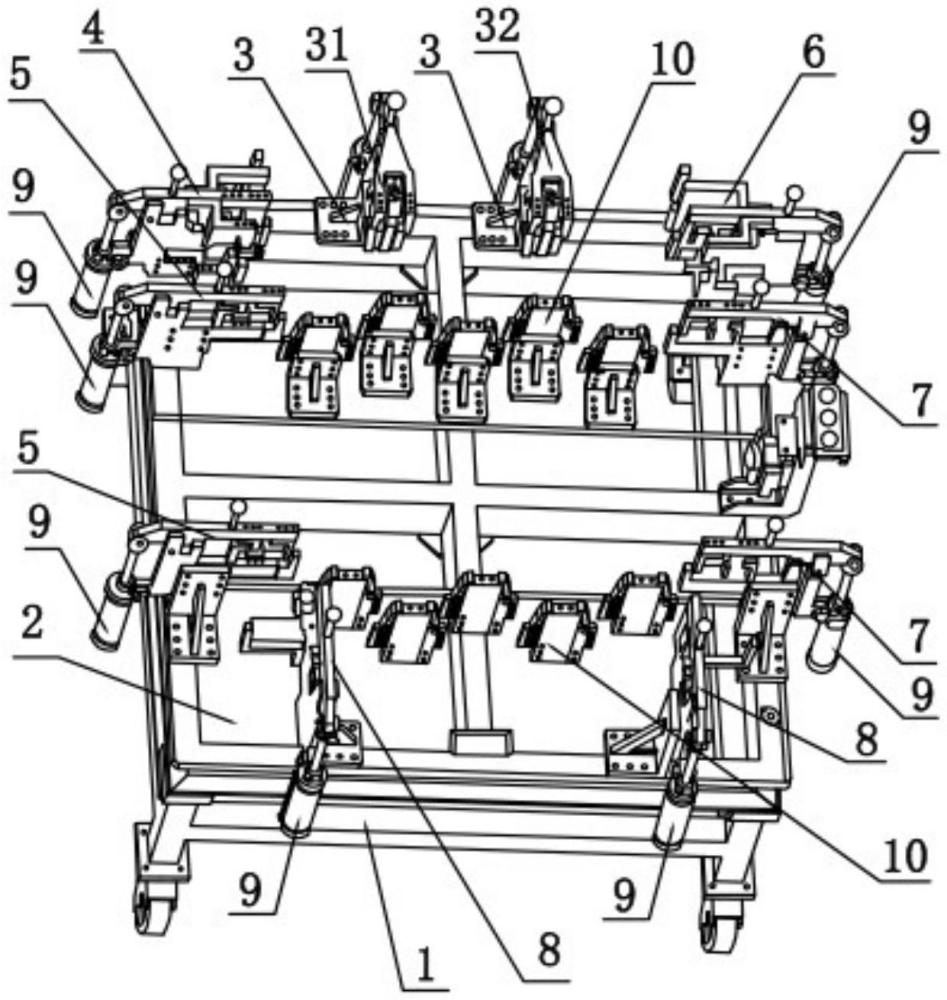
2、本实用新型是这样实现的,一种动力蓄电池箱体内部安装梁拼焊定位工装,包括主框架,主框架上部设置有安装台,安装台前部上并排设置有两个“l”型前部限位块,前部限位块上分别安装有前梁ⅰ夹紧头、前梁ⅱ夹紧头,所述安装台左上部设置有一个“l”型左上部限位块,左上部限位块上安装有左侧梁ⅰ夹紧头,安装台左中部上设置有两个“l”型左中部限位块,左中部限位块上安装有左侧梁ⅱ夹紧头,所述安装台右上部设置有一个“l”型右上部限位块,右上部限位块上安装有右侧梁ⅰ夹紧头,安装台右中部上设置有两个“l”型右中部限位块,右中部限位块上安装有右侧梁ⅱ夹紧头,所述安装台后部上并排设置有两个“l”型后部限位块,后部限位块上安装有挡板组合件夹紧头,上述各个夹紧头旁分别安装有一个大气缸,各个夹紧头分别由大气缸驱动,所述安装台中部设置有多个“t”型梁限位块,多个“t”型梁限位块旁分别固定安装有“t”型梁夹紧头,“t”型梁夹紧头呈两排五列分布于所述安装台上,能够将动力蓄电池箱体内部安装梁的多个部件快速精准的定位夹紧,解决由于动力蓄电池箱体内部安装梁结构复杂定位难的问题。
3、本实用新型的进一步技术方案是:所述前梁ⅰ夹紧头、前梁ⅱ夹紧头、左侧梁ⅰ夹紧头、左侧梁ⅱ夹紧头、右侧梁ⅰ夹紧头、右侧梁ⅱ夹紧头、挡板组合件夹紧头均包括上扣件和下扣件,上扣件前部为夹紧部,上扣件后部设置有轴承,轴承与大气缸的伸缩杆连接,大气缸驱动伸缩杆伸出时推动上扣件下压闭合,大气缸驱动伸缩杆收缩时拉动上扣件上升打开,所述下扣件固定安装在安装台上,下扣件具有定位凹槽,定位凹槽的轮廓与动力蓄电池箱体内部安装梁的轮廓适配,各个夹紧头分别通过大气缸驱动,夹紧动作快速灵敏,操作简单,同时又能将内部安装梁工件精准,稳固的定位在工装上。
4、本实用新型的进一步技术方案是:所述定位凹槽上还设置有定位销,定位销对应动力蓄电池箱体内部安装梁上的定位孔,利用定位销能够更方便的将工件定位在工装上,定位更精准。
5、本实用新型的进一步技术方案是:所述“t”型梁夹紧头包括一个长方体形状的本体,本体的两侧分别设置有一个小气缸,小气缸包括驱动杆,驱动杆上端安装有夹头,驱动杆通过小气缸驱动收缩时夹头打开,驱动杆通过小气缸驱动伸展出时夹头夹紧,小型气缸便于安装于工装上,控制夹头的操作简捷,夹头能有效的将多根“t”型梁定位夹紧,使得工装定位更精准稳定。
6、本实用新型的有益效果是:由于采用上述技术方案,能够快速的将动力蓄电池箱体内部安装梁工件在工装上夹紧定位,解决了由于工件轮廓过于复杂导致的定位难的问题,能够节约大量时间,有效提高生产效率。
技术特征:
1.一种动力蓄电池箱体内部安装梁拼焊定位工装,其特征在于:包括主框架,主框架上部设置有安装台,安装台前部上并排设置有两个“l”型前部限位块,前部限位块上分别安装有前梁ⅰ夹紧头、前梁ⅱ夹紧头,所述安装台左上部设置有一个“l”型左上部限位块,左上部限位块上安装有左侧梁ⅰ夹紧头,安装台左中部上设置有两个“l”型左中部限位块,左中部限位块上安装有左侧梁ⅱ夹紧头,所述安装台右上部设置有一个“l”型右上部限位块,右上部限位块上安装有右侧梁ⅰ夹紧头,安装台右中部上设置有两个“l”型右中部限位块,右中部限位块上安装有右侧梁ⅱ夹紧头,所述安装台后部上并排设置有两个“l”型后部限位块,后部限位块上安装有挡板组合件夹紧头,上述各个夹紧头旁分别安装有一个大气缸,各个夹紧头分别由大气缸驱动,所述安装台中部设置有多个“t”型梁限位块,多个“t”型梁限位块旁分别固定安装有“t”型梁夹紧头,“t”型梁夹紧头呈两排五列分布于所述安装台上。
2.如权利要求1所述的一种动力蓄电池箱体内部安装梁拼焊定位工装,其特征在于:所述前梁ⅰ夹紧头、前梁ⅱ夹紧头、左侧梁ⅰ夹紧头、左侧梁ⅱ夹紧头、右侧梁ⅰ夹紧头、右侧梁ⅱ夹紧头、挡板组合件夹紧头均包括上扣件和下扣件,上扣件前部为夹紧部,上扣件后部设置有轴承,轴承与大气缸的伸缩杆连接,大气缸驱动伸缩杆伸出时推动上扣件下压闭合,大气缸驱动伸缩杆收缩时拉动上扣件上升打开,所述下扣件固定安装在安装台上,下扣件具有定位凹槽,定位凹槽的轮廓与动力蓄电池箱体内部安装梁的轮廓适配。
3.如权利要求2所述的一种动力蓄电池箱体内部安装梁拼焊定位工装,其特征在于:所述定位凹槽上还设置有定位销,定位销对应动力蓄电池箱体内部安装梁上的定位孔。
4.如权利要求1所述的一种动力蓄电池箱体内部安装梁拼焊定位工装,其特征在于:所述“t”型梁夹紧头包括一个长方体形状的本体,本体的两侧分别设置有一个小气缸,小气缸包括驱动杆,驱动杆上端安装有夹头,驱动杆通过小气缸驱动收缩时夹头打开,驱动杆通过小气缸驱动伸展出时夹头夹紧。
技术总结
本技术涉及一种动力蓄电池箱体内部安装梁拼焊定位工装,主框架上部设置有安装台,安装台前部上并排设置前部限位块,前部限位块上分别安装有前梁Ⅰ夹紧头、前梁Ⅱ夹紧头,安装台左上部设置有左上部限位块,左上部限位块上安装有左侧梁Ⅰ夹紧头,安装台左中部上设置有左中部限位块,左中部限位块上安装有左侧梁Ⅱ夹紧头,安装台右上部设置有右上部限位块,右上部限位块上安装有右侧梁Ⅰ夹紧头,安装台右中部上设置有右中部限位块,右中部限位块上安装有右侧梁Ⅱ夹紧头,安装台后部上设置后部限位块,后部限位块上安装有挡板组合件夹紧头。
技术研发人员:黄贺鸣,岑志威,覃家塔,谭洪
受保护的技术使用者:柳州奥德永兴汽车零部件科技有限公司
技术研发日:20230803
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!