一种进气箱喇叭口翻口工装的制作方法
本技术涉及进气箱喇叭口工装领域,尤其涉及一种进气箱喇叭口翻口工装。
背景技术:
1、进气箱喇叭口是指轴流风机或离心风机的进风入口,喇叭口的作用是在损失较小的情况下,将气体均匀地导入叶轮,而喇叭口在制作时需要进行r弧翻口,方法是将金属喇叭口加热,利用金属的延展性和加热变软的特性,将边缘一圈均匀向外压出弧面翻口。
2、目前的喇叭口翻口多数还使用火烘热后进行手工成形,一来这样手工成形费时费力而且成形效果和外观都不是很理想,且翻口不均匀会影响进风效果,降低了生产效率,二来高温情况下作业容易烫伤,具有安全隐患。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种进气箱喇叭口翻口工装。
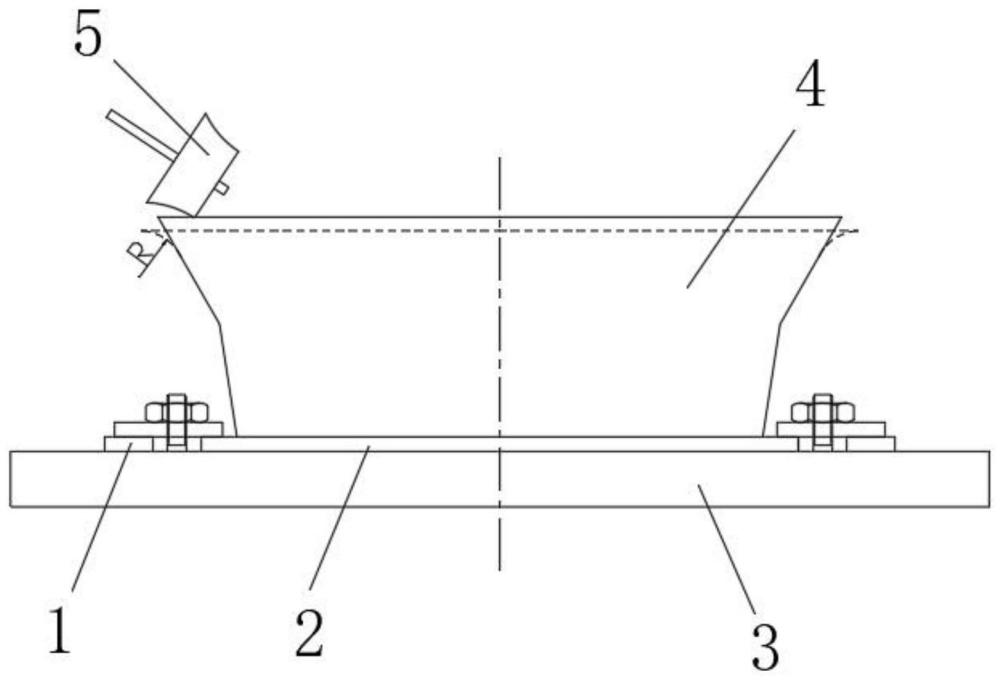
2、为了实现上述目的,本实用新型采用了如下技术方案:一种进气箱喇叭口翻口工装,包括立车工作台,所述立车工作台的顶端中部设置有喇叭口本体,所述喇叭口本体的顶部内壁一侧设置有压模,所述压模的左端转动连接有立车刀杆,所述压模的内壁转动连接有轴承,所述压模的右端设置有第二螺母,所述喇叭口本体的底部外壁固定连接有法兰,所述法兰的外壁等距设置有若干垫板。
3、作为上述技术方案的进一步描述:
4、所述轴承的两端固定连接在立车刀杆的中部,所述第二螺母的内壁螺纹连接在立车刀杆的右侧外壁。
5、作为上述技术方案的进一步描述:
6、所述垫板的底端均固定连接在立车工作台的顶端。
7、作为上述技术方案的进一步描述:
8、所述垫板的顶端均设置有压板,所述压板的内壁均螺纹连接有螺杆。
9、作为上述技术方案的进一步描述:
10、所述螺杆的底部外壁均螺纹连接在垫板的内壁。
11、作为上述技术方案的进一步描述:
12、所述螺杆的顶端外壁均螺纹连接有第一螺母,所述第一螺母的底端均设置在压板的顶端。
13、作为上述技术方案的进一步描述:
14、所述压模的外壁形状为r弧,所述立车刀杆的左侧外壁形状为方形。
15、本实用新型具有如下有益效果:
16、1、本实用新型中,首先通过调整滚压工装角度和位置,使其到达理想的点位,再缓慢旋转立车工作台,使喇叭口本体同步旋转,操作工开始给喇叭口本体烘烤加热,待达到热度要求后缓慢下压滚压工装,使喇叭口本体慢慢被翻口成形,通过滚压使得翻口弧度均匀一致,便于匀速进风,无需手工成形,有效的节省了工人的时间和精力,提高了工作效率,节约了生产成本。
17、2、本实用新型中,通过用五米立车来代替人工,用立车工作台带动喇叭口本体的旋转来代替人工围着喇叭口本体转,这样人员就可以在一个地方给喇叭口本体加温,整个成形就都在设备上完成,避免了高温情况下作业,降低了安全隐患。
技术特征:
1.一种进气箱喇叭口翻口工装,包括立车工作台(3),其特征在于:所述立车工作台(3)的顶端中部设置有喇叭口本体(4),所述喇叭口本体(4)的顶部内壁一侧设置有压模(5),所述压模(5)的左端转动连接有立车刀杆(10),所述压模(5)的内壁转动连接有轴承(11),所述压模(5)的右端设置有第二螺母(9),所述喇叭口本体(4)的底部外壁固定连接有法兰(2),所述法兰(2)的外壁等距设置有若干垫板(1)。
2.根据权利要求1所述的一种进气箱喇叭口翻口工装,其特征在于:所述轴承(11)的两端固定连接在立车刀杆(10)的中部,所述第二螺母(9)的内壁螺纹连接在立车刀杆(10)的右侧外壁。
3.根据权利要求1所述的一种进气箱喇叭口翻口工装,其特征在于:所述垫板(1)的底端均固定连接在立车工作台(3)的顶端。
4.根据权利要求1所述的一种进气箱喇叭口翻口工装,其特征在于:所述垫板(1)的顶端均设置有压板(6),所述压板(6)的内壁均螺纹连接有螺杆(8)。
5.根据权利要求4所述的一种进气箱喇叭口翻口工装,其特征在于:所述螺杆(8)的底部外壁均螺纹连接在垫板(1)的内壁。
6.根据权利要求4所述的一种进气箱喇叭口翻口工装,其特征在于:所述螺杆(8)的顶端外壁均螺纹连接有第一螺母(7),所述第一螺母(7)的底端均设置在压板(6)的顶端。
7.根据权利要求1所述的一种进气箱喇叭口翻口工装,其特征在于:所述压模(5)的外壁形状为r弧,所述立车刀杆(10)的左侧外壁形状为方形。
技术总结
本技术涉及进气箱喇叭口工装领域,公开了一种进气箱喇叭口翻口工装,包括立车工作台,所述立车工作台的顶端中部设置有喇叭口本体,所述喇叭口本体的顶部内壁一侧设置有压模,所述压模的左端转动连接有立车刀杆,所述压模的内壁转动连接有轴承,所述压模的右端设置有第二螺母,所述喇叭口本体的底部外壁固定连接有法兰,所述法兰的外壁等距设置有若干垫板。本技术中,通过滚压使得翻口弧度均匀一致,便于匀速进风,无需手工成形,有效的节省了工人的时间和精力,提高了工作效率,而且人员可以在一个地方给喇叭口本体加温,整个成形就都在设备上完成,避免了高温情况下作业,降低了安全隐患。
技术研发人员:杨庆余,魏金,王剑峰
受保护的技术使用者:浙江义乌星耀风机有限公司
技术研发日:20230803
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!