一种转子叠片装配流水线的制作方法
本技术属于机械,涉及一种电机装配设备,特别是一种转子叠片装配流水线。
背景技术:
1、随着新能源汽车的兴起,现有新能源车辆中,纯电动汽车或混合动力汽车大都采用集中式电机驱动。面对排放要求、油耗、成本等多重压力,汽车零部件行业迎来诸多挑战与机遇。
2、转子是电机的重要部件,叠片的使用,可减少磁耗能,提高电机效率。转子产线叠片装配的主要难点分为转子整体叠片定位、转子整体叠片抓取和放置、转子槽样棒插入、转子导条插入,提高叠片相关部分的装配效率,可有效提高电机制造效率。
3、例如,中国专利文献曾公开了一种微型电机转子自动组装设备【中国专利号:201420323642.0】,本实用新型涉及一种微型电机转子自动组装设备,包括机架,所述机架包括第一工作台及第二工作台,该第一工作台上表面设有推料装置及倒轴夹取装置,所述推料装置上方设有铆压装置,所述倒轴夹取装置上方设置有进料装置,所述第二工作台与第一工作台之间设有分拣装置,所述第二工作台上设有料盘运转装置,所述第二工作台上表面设有转子排列装置,本实用新型采用移动式送料装置,加快叠片进料速度,从而提高生产效率,降低劳动强度,在机架上增加工业摄像头配合机械手指块,实现对转子生产的全程控制并对不合格品自动分拣,保证产品质量,消除产品二次损伤,控制成品报废率,降低生产成本,同时采用x轴、y轴模组配合手指装置,实现对转子的自行排列。上述技术方案主要公开了对叠片的自动移运及监控,未具体公开对叠片上棒料、片料的插装结构和组装功能,由此仍需要进一步完善。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,提出了一种分别针对棒料、片料的插装作业,结合多次定位及移运,相应实现完整组装的转子叠片装配流水线。
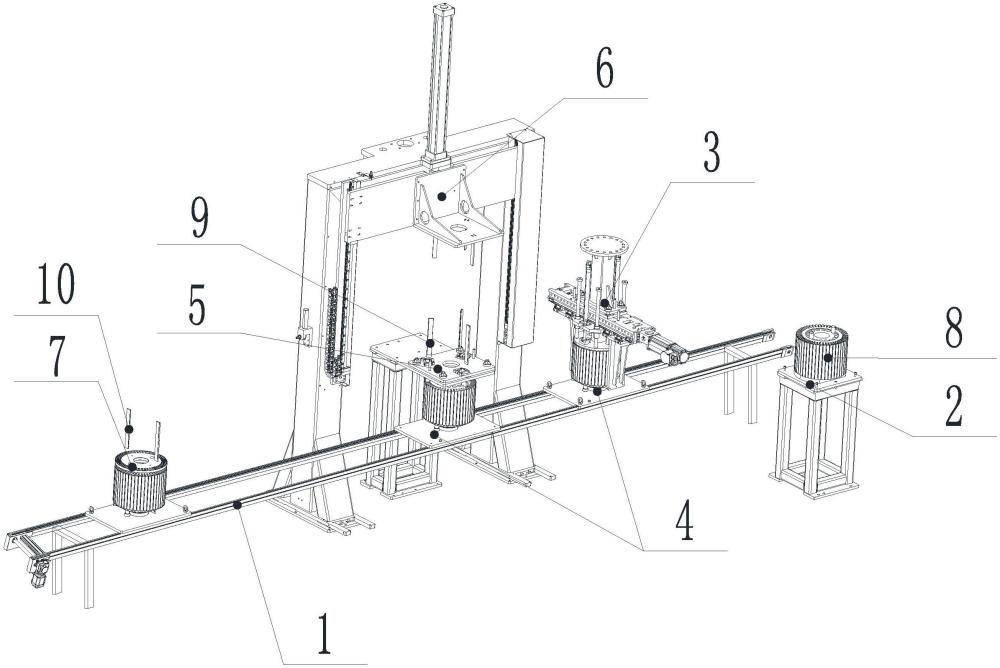
2、本实用新型的目的可通过下列技术方案来实现:一种转子叠片装配流水线,包括输送带,所述输送带上移送精定位托盘,沿所述输送带设置粗定位托盘、叠片抓取机构、槽样棒装配机构及导条装配机构;所述叠片抓取机构包括夹持组件,所述夹持组件上设置压持组件,所述夹持组件与所述压持组件圈围形成抓取内腔,所述夹持组件顶部设置浮动组件。
3、在上述的转子叠片装配流水线中,所述精定位托盘包括底板一、所述底板一的中心凸设法兰定位柱,所述底板一于所述法兰定位柱外周竖立至少两根精定位柱、至少一个齿牙定位块。
4、在上述的转子叠片装配流水线中,所述粗定位托盘包括底板二,所述底板二上开设中心孔,所述底板二于所述中心孔外周竖立至少两根粗定位柱。
5、在上述的转子叠片装配流水线中,所述夹持组件包括连接架,所述连接架上装设对向丝杠模组,所述对向丝杠模组由伺服电机驱动连接,所述对向丝杠模组上相对滑移驱动一对夹爪,所述夹爪的底端向内翻折爪片,所述对向丝杠模组具有滑轨,所述夹爪顶部连接滑块,所述滑块卡接所述滑轨形成导滑连接,所述夹爪顶部于所述滑块外侧固设l型定位块,所述l型定位块抵接所述滑块形成相对限位,所述连接架于一对所述夹爪之间对称固设两个限位块,所述连接架上沿竖直活动插接锁位销,所述夹爪顶部对应凹设锁位孔,所述锁位销插入所述锁位孔形成插接固定。
6、在上述的转子叠片装配流水线中,所述压持组件包括固装于所述连接架底部的中心定位柱和圆周角向定位柱,所述连接架上装设压持气缸,所述压持气缸朝下的压持杆连接压持板,所述压持板上开设中心口和偏心口,所述中心定位柱穿接所述中心口形成导滑连接,所述圆周角向定位柱穿接所述偏心口形成导滑连接,所述压持板上朝上竖立若干导向杆,所述连接架上对应装设若干导向筒,所述导向杆穿接所述导向筒形成导滑连接,所述导向杆的顶端固设挡停块,所述挡停块与所述导向筒的顶口形成限位抵挡。
7、在上述的转子叠片装配流水线中,所述浮动组件包括于所述连接架顶面固设的连接板,所述连接板于四角处固设连接轴一,所述连接轴一上套接正向平面轴承一,四根所述连接轴一于所述正向平面轴承一之上套接连接臂,所述连接轴一于所述连接臂之上套接反向平面轴承一,所述连接轴一的穿出顶端套接螺母一锁紧;所述连接臂上呈活动插接锁死销一,所述连接板上对应开设锁死孔一,所述锁死销一插入所述锁死孔一形成插接固定。
8、在上述的转子叠片装配流水线中,所述槽样棒装配机构包括呈下、上相对设置的棒料定位组件、棒料压装组件,所述棒料定位组件具有呈环形阵列的若干插料工位,所述棒料压装组件具有一一对应若干所述插料工位的若干插料条。
9、在上述的转子叠片装配流水线中,所述棒料定位组件包括支撑架,所述支撑架由顶部延伸安装板,所述安装板上呈矩阵固设连接轴二,所述连接轴二上套接正向平面轴承二,四根所述连接轴二于所述正向平面轴承二之上套接浮动板,所述连接轴二于所述浮动板之上套接反向平面轴承二,所述连接轴二的穿出顶端套接螺母二锁紧;所述浮动板上呈活动插接锁死销二,所述安装板上对应开设锁死孔二,所述锁死销二插入所述锁死孔二形成插接固定;所述浮动板上环形阵列若干棒料定位导向板,所述棒料定位导向板上开设导向通槽一,所述安装板上对应连通导向通槽二。
10、在上述的转子叠片装配流水线中,所述棒料压装组件包括桁架,所述桁架的横杆上装设压装气缸,所述压装气缸朝下的伸缩轴固连压座,所述压座背侧固连滑移板,所述桁架的立柱上固设竖轨,所述滑移板上对应设置竖块,所述竖块卡接所述竖轨形成导滑连接,所述压座的底面上环形阵列若干压料条,若干所述压料条与若干所述导向通槽一对应插接配合。
11、在上述的转子叠片装配流水线中,所述导条装配机构包括导条定位板和装条机械手,所述导条定位板沿周圈开通若干导入口,若干所述导入口呈环形阵列布设,所述导入口呈梯形口,所述梯形口由上底指向所述导条定位板中心。
12、与现有技术相比,本转子叠片装配流水线具有以下有益效果:
13、1、根据转子叠片上棒料和片料的插装要求,设置多项组装工位并通过夹持取料及平移输送形成组装流水线,在各个加工工位内进行多次定位,以确保组装的精准度和牢固度,既能有效提高装配效率,同时确保组装成品良率与品质。
14、2、在夹持结构和插装结构中增设浮动结构,由此既能提供夹持和插装准备前的自由活动量,从而实现自适应调节,避免对产品造成夹伤或错位,稳定确位后再通过销轴锁死固定,以确保移运的稳定性和插装的准确性,进一步保障产品安全及组装效果。
技术特征:
1.一种转子叠片装配流水线,包括输送带,其特征在于,所述输送带上移送精定位托盘,沿所述输送带设置粗定位托盘、叠片抓取机构、槽样棒装配机构及导条装配机构;所述叠片抓取机构包括夹持组件,所述夹持组件上设置压持组件,所述夹持组件与所述压持组件圈围形成抓取内腔,所述夹持组件顶部设置浮动组件。
2.如权利要求1所述的转子叠片装配流水线,其特征在于,所述精定位托盘包括底板一、所述底板一的中心凸设法兰定位柱,所述底板一于所述法兰定位柱外周竖立至少两根精定位柱、至少一个齿牙定位块。
3.如权利要求1所述的转子叠片装配流水线,其特征在于,所述粗定位托盘包括底板二,所述底板二上开设中心孔,所述底板二于所述中心孔外周竖立至少两根粗定位柱。
4.如权利要求1所述的转子叠片装配流水线,其特征在于,所述夹持组件包括连接架,所述连接架上装设对向丝杠模组,所述对向丝杠模组由伺服电机驱动连接,所述对向丝杠模组上相对滑移驱动一对夹爪,所述夹爪的底端向内翻折爪片,所述对向丝杠模组具有滑轨,所述夹爪顶部连接滑块,所述滑块卡接所述滑轨形成导滑连接,所述夹爪顶部于所述滑块外侧固设l型定位块,所述l型定位块抵接所述滑块形成相对限位,所述连接架于一对所述夹爪之间对称固设两个限位块,所述连接架上沿竖直活动插接锁位销,所述夹爪顶部对应凹设锁位孔,所述锁位销插入所述锁位孔形成插接固定。
5.如权利要求4所述的转子叠片装配流水线,其特征在于,所述压持组件包括固装于所述连接架底部的中心定位柱和圆周角向定位柱,所述连接架上装设压持气缸,所述压持气缸朝下的压持杆连接压持板,所述压持板上开设中心口和偏心口,所述中心定位柱穿接所述中心口形成导滑连接,所述圆周角向定位柱穿接所述偏心口形成导滑连接,所述压持板上朝上竖立若干导向杆,所述连接架上对应装设若干导向筒,所述导向杆穿接所述导向筒形成导滑连接,所述导向杆的顶端固设挡停块,所述挡停块与所述导向筒的顶口形成限位抵挡。
6.如权利要求4所述的转子叠片装配流水线,其特征在于,所述浮动组件包括于所述连接架顶面固设的连接板,所述连接板于四角处固设连接轴一,所述连接轴一上套接正向平面轴承一,四根所述连接轴一于所述正向平面轴承一之上套接连接臂,所述连接轴一于所述连接臂之上套接反向平面轴承一,所述连接轴一的穿出顶端套接螺母一锁紧;所述连接臂上呈活动插接锁死销一,所述连接板上对应开设锁死孔一,所述锁死销一插入所述锁死孔一形成插接固定。
7.如权利要求1所述的转子叠片装配流水线,其特征在于,所述槽样棒装配机构包括呈下、上相对设置的棒料定位组件、棒料压装组件,所述棒料定位组件具有呈环形阵列的若干插料工位,所述棒料压装组件具有一一对应若干所述插料工位的若干插料条。
8.如权利要求7所述的转子叠片装配流水线,其特征在于,所述棒料定位组件包括支撑架,所述支撑架由顶部延伸安装板,所述安装板上呈矩阵固设连接轴二,所述连接轴二上套接正向平面轴承二,四根所述连接轴二于所述正向平面轴承二之上套接浮动板,所述连接轴二于所述浮动板之上套接反向平面轴承二,所述连接轴二的穿出顶端套接螺母二锁紧;所述浮动板上呈活动插接锁死销二,所述安装板上对应开设锁死孔二,所述锁死销二插入所述锁死孔二形成插接固定;所述浮动板上环形阵列若干棒料定位导向板,所述棒料定位导向板上开设导向通槽一,所述安装板上对应连通导向通槽二。
9.如权利要求8所述的转子叠片装配流水线,其特征在于,所述棒料压装组件包括桁架,所述桁架的横杆上装设压装气缸,所述压装气缸朝下的伸缩轴固连压座,所述压座背侧固连滑移板,所述桁架的立柱上固设竖轨,所述滑移板上对应设置竖块,所述竖块卡接所述竖轨形成导滑连接,所述压座的底面上环形阵列若干压料条,若干所述压料条与若干所述导向通槽一对应插接配合。
10.如权利要求1所述的转子叠片装配流水线,其特征在于,所述导条装配机构包括导条定位板和装条机械手,所述导条定位板沿周圈开通若干导入口,若干所述导入口呈环形阵列布设,所述导入口呈梯形口,所述梯形口由上底指向所述导条定位板中心。
技术总结
本技术提供了一种转子叠片装配流水线,转子叠片装配流水线,包括输送带,输送带上移送精定位托盘,沿输送带设置粗定位托盘、叠片抓取机构、槽样棒装配机构及导条装配机构;叠片抓取机构包括夹持组件,夹持组件上设置压持组件,夹持组件与压持组件圈围形成抓取内腔,夹持组件顶部设置浮动组件。本技术根据转子叠片上棒料和片料的插装要求,设置多项组装工位并通过夹持取料及平移输送形成组装流水线,在各个加工工位内进行多次定位,以确保组装的精准度和牢固度,既能有效提高装配效率,同时确保组装成品良率与品质。在夹持结构和插装结构中增设浮动结构,实现自适应调节,稳定确位后再通过销轴锁死固定,确保移运稳定性和插装准确性。
技术研发人员:曲基延,周骄力
受保护的技术使用者:浙江瑞弗航空航天技术装备有限公司
技术研发日:20230809
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!