一种筒型异形件的焊接成型设备的制作方法
本技术涉及异形件成型设备,具体为一种筒型异形件的焊接成型设备。
背景技术:
1、在现阶段的机加工中,筒型异形件通常用于连接流体的通道,而筒型异形件的制造通常冲压或者焊接,在现阶段的筒型异形件的焊接成型中,筒型件的焊接主要焊接围成筒型皮层,将筒型皮层进行对缝焊接,但是现阶段的模具在固定筒型异形件时,主要采用支架结构的模具架对筒型异形件进行焊缝的对接和焊接,其结构复杂且体积很大,无法灵活的使用和布置,鉴于此,针对上述问题深入研究,遂有本案产生。
技术实现思路
1、针对现有技术的不足,本实用新型提供了筒型异形件的焊接成型设备,解决了现有的背景技术问题。
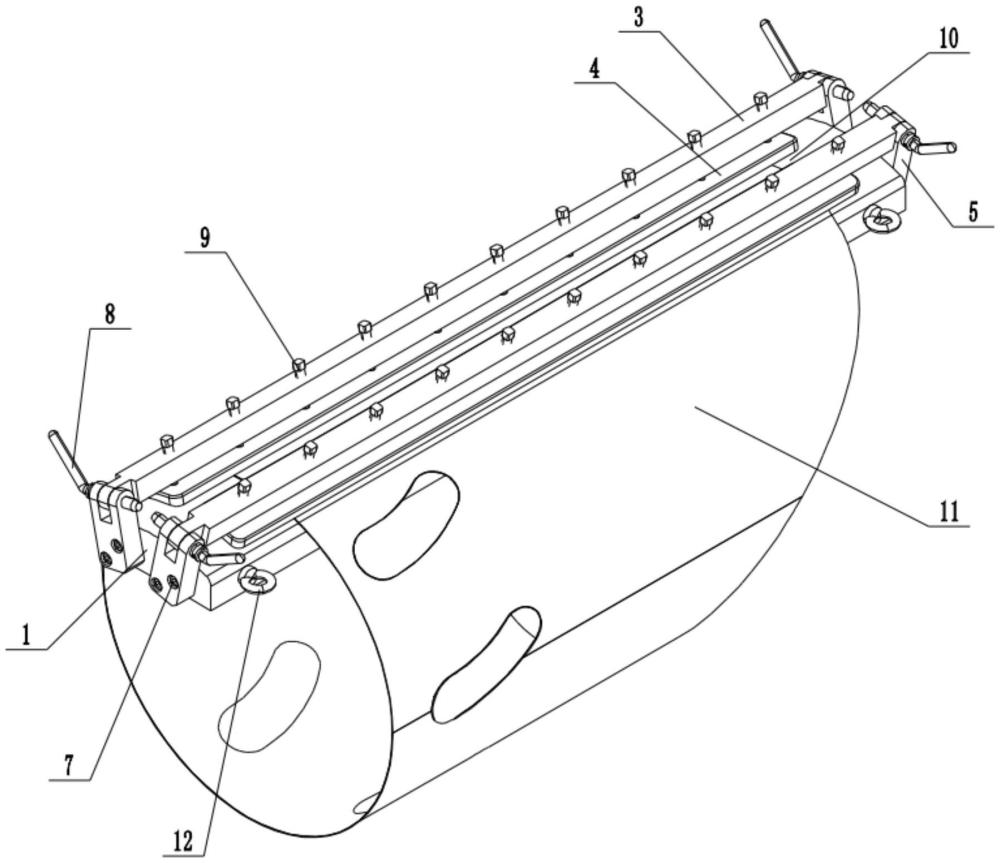
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种筒型异形件的焊接成型设备,包括底板,所述底板为截面为拱形结构的长条形板块,所述底板上沿中线两侧对称布置有一对定位对中固定组件,所述底板一侧对应一对定位对中固定组件设置有一对压型板;
3、所述底板上放置有筒型异形件,所述筒型异形件的竖向焊缝与底板的中线对齐;
4、所述定位对中固定组件包括:一对定位块,一对所述定位块的分别布置在底板的两端,所述定位块与底板的端部设置通过不少于一对的定位螺钉连接,所述定位螺钉为内六孔结构的螺栓;
5、一对所述定位块上分别设置有一对连接槽,一对所述连接槽之间连接有顶部压板,所述顶部压板的两端分别插装有一对限位销轴;
6、所述定位块上呈单向线性阵列开设有若干定位销孔,若干所述定位销孔内螺纹连接有若干定位销钉,所述压型板贴合在筒型异形件的竖向焊缝一侧,若干所述定位销钉贴合在压型板上。
7、优选的,所述底板的两端分别设置有两对牵引销。
8、优选的,所述顶部压板为矩形结构的长条形板块,所述顶部压板的两端与一对定位块固定连接。
9、优选的,一对所述压型板为一对一侧截面为内弧型结构的长条板块,一对所述压型板的内弧面与底板外弧匹配。
10、优选的,所述底板的中线上对应筒型异形件的竖向焊缝设置有焊接槽。
11、优选的,所述底板一侧连接有通气管。
12、有益效果
13、本实用新型提供了一种筒型异形件的焊接成型设备。具备以下有益效果:该筒型异形件的焊接成型设备,采用一体化的底板结构,通过底板对筒型异形件的内壁面进行支撑,通过一对可以快速拆装的定位对中固定组件对一对压型块,从而使一对压型块对筒型异形件的焊缝两侧进行挤压定型,进而方便对筒型异形件进行焊接操作,结构简单的同时,定位操作方便。
技术特征:
1.一种筒型异形件的焊接成型设备,包括底板(1),所述底板(1)为截面为拱形结构的长条形板块,其特征在于,所述底板(1)上沿中线两侧对称布置有一对定位对中固定组件,所述底板(1)一侧对应一对定位对中固定组件设置有一对压型板;
2.根据权利要求1所述的一种筒型异形件的焊接成型设备,其特征在于,所述底板(1)的两端分别设置有两对牵引销(12)。
3.根据权利要求2所述的一种筒型异形件的焊接成型设备,其特征在于,所述顶部压板(3)为矩形结构的长条形板块,所述顶部压板(3)的两端与一对定位块(5)固定连接。
4.根据权利要求3所述的一种筒型异形件的焊接成型设备,其特征在于,一对所述压型板为一对一侧截面为内弧型结构的长条板块,一对所述压型板的内弧面与底板(1)外弧匹配。
5.根据权利要求4所述的一种筒型异形件的焊接成型设备,其特征在于,所述底板(1)的中线上对应筒型异形件(11)的竖向焊缝设置有焊接槽(10)。
6.根据权利要求5所述的一种筒型异形件的焊接成型设备,其特征在于,所述底板(1)一侧连接有通气管(6)。
技术总结
本技术公开了一种筒型异形件的焊接成型设备,包括底板,所述底板为截面为拱形结构的长条形板块,所述底板上沿中线两侧对称布置有一对定位对中固定组件,所述底板一侧对应一对定位对中固定组件设置有一对压型板;本技术涉及异形件成型设备技术领域,该筒型异形件的焊接成型设备,采用一体化的底板结构,通过底板对筒型异形件的内壁面进行支撑,通过一对可以快速拆装的定位对中固定组件对一对压型块,从而使一对压型块对筒型异形件的焊缝两侧进行挤压定型,进而方便对筒型异形件进行焊接操作,结构简单的同时,定位操作方便。
技术研发人员:王一涵
受保护的技术使用者:辽宁天华高科机电设备有限公司
技术研发日:20230809
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!