一种阀芯和O型圈的组装设备
本技术涉及自动化组装,具体而言,涉及一种阀芯和o型圈的组装设备。
背景技术:
1、电磁阀是一种利用电磁原理控制流体流动的装置。它通常由电磁激励器和阀体组成,通过电磁力的作用来控制阀体的开启和关闭,从而实现对流体的控制。电磁阀的工作原理是利用电磁线圈产生的磁场来控制阀芯的移动。当通电时,电磁线圈产生磁场,使得阀芯受到磁力作用,与阀座分离,流体得以通过;当断电时,磁场消失,阀芯由于弹簧等力的作用恢复原位,阀座关闭,流体停止通过。电磁阀广泛应用于各种工业领域和设备中,用于控制液体或气体的流量、压力和方向。它们在自动化系统、供水系统、暖通空调系统、冶金、化工、食品加工等行业中都扮演着重要的角色。电磁阀的阀芯常用于密封电磁阀内部的液体或气体介质,确保电磁阀的正常运行和防止泄漏。o型圈是一种环状橡胶密封件,具有优异的弹性和耐化学腐蚀性能,其普遍用于阀芯的密封。目前阀芯上的o型圈一般都是采用人工套装的工艺,由工人一个一个套装到阀芯上,严重影响安装的效率和质量。
技术实现思路
1、本实用新型主要目的是提供一种阀芯和o型圈的组装设备,包括但不限于解决现有技术中安装效率和质量低的技术问题。
2、为解决上述技术问题,本实用新型采用的技术方案是:一种阀芯和o型圈的组装设备,包括机架,所述机架上安装有用于供应阀芯的第一供料机构和用于供应o型圈的第二供料机构,所述机架上还安装有移动机构、扩张机构和套装机构;所述移动机构设置在第一供料机构和第二供料机构之间,所述移动机构包括第一取料轴和第一驱动部,所述第一取料轴的外径大于o型圈的内孔孔径,所述第一取料轴连接在第一驱动部的输出端,所述第一驱动部安装在机架上,所述第一驱动部驱使第一取料轴沿竖向及横向移动;所述扩张机构设置在第一供料机构和第二供料机构之间,所述扩张机构用于扩张o型圈以使o型圈的内孔扩大,所述扩张机构位于第一驱动部输出端的移动路径上;所述套装机构包括第二取料轴和推动部,所述第二取料轴和推动部均连接在第一驱动部的输出端上,所述第二取料轴的外壁上设有供o型圈嵌入的环槽,所述环槽的深度小于o型圈的截面直径,所述第二取料轴通过第一驱动部输出端的移动将扩张的o型圈从扩张机构上取出,所述推动部用于将环槽内的o型圈推出并套入至阀芯上。
3、本实用新型的有益效果为:通过设置第一取料轴和第一驱动部,使o型圈从第二供料机构被有效移动至扩张机构,扩张机构使o型圈的内孔孔径长大,代替人工扩张o型圈,避免使o型圈破损,设置第二取料轴和推动部,第二取料轴上的环槽能保持o型圈的扩张状态,且在推动部的带动下,使扩张后的o型圈被有效套装入阀芯上,整个安装过程自动化进行,大大提高阀芯和o型圈的组装效率和质量,降低工人的劳动强度。
4、优选的,所述扩张机构包括底座,所述底座上设有定位o型圈的定位孔,所述定位孔供第一取料轴插入,所述底座上安装有多组夹头,多组所述夹头沿周向分布在定位孔的外侧以用于夹紧o型圈,所述底座上还安装有用于驱使多组夹头靠近或远离定位孔的第二驱动部。通过采用上述结构,实现o型圈被有效扩张,设置定位孔,能准确定位o型圈,提高扩张动作的精度。
5、优选的,所述夹头包括第一夹块和第二夹块,所述第二夹块的中部通过销轴铰接在第一夹块上,所述o型圈夹紧在第二夹块的上端与第一夹块之间,当第二夹块的下端向外张开时,第二夹块绕销轴转动,使所述第二夹块的上端与第一夹块间距减少而夹紧o型圈。通过采用上述结构,实现对o型圈的稳定夹持,提高扩张动作的稳定性。
6、优选的,所述第二驱动部包括滚轮、滑块和下拉气缸,所述下拉气缸的缸体固定连接在底座上,所述下拉气缸的活塞杆与滑块固定连接,所述滑块沿竖向滑动设置在底座上,所述滚轮转动连接在滑块上,所述第二夹块的下端设有配合滚轮的凹槽,所述凹槽的下槽壁从上至下朝底座中轴线倾斜设置,当下拉气缸的的活塞杆向下移动时,所述滑块带动滚轮向下移动,所述滚轮滚动在凹槽的下槽壁,使第二夹块的下端向外张开;所述第一夹块沿定位孔的径向移动连接在底座上,在继续使滚轮向下移动,所述第二夹块带动第一夹块远离定位孔移动。通过采用上述结构,实现对第二夹块下端的向外张开,并带动第一夹块远离定位孔移动,结构连接稳定,运行可靠,提高扩张动作的可靠性。
7、优选的,所述第二驱动部还包括复位弹簧,所述复位弹簧一端与底座连接,所述复位弹簧另一端与第一夹块连接,以用于使第一夹块朝定位孔移动。通过采用上述结构,使夹头朝定位孔移动,方便夹头快速复位,利于下个o型圈的扩张操作。
8、优选的,所述推动部包括套管和推出气缸,所述套管滑动套设在第二取料轴上,所述套管与推出气缸的活塞杆固定连接,所述推出气缸的缸体固定安装在第一驱动部的输出端上。通过采用上述结构,实现推动部的有效推动,提高o型圈的套装稳定性。
9、优选的,所述第一供料机构包括第一振动盘、第一送料轨道和换向装置,所述第一振动盘固定安装在机架上,所述阀芯放置在第一振动盘内,所述第一送料轨道与第一振动盘连接以使阀芯有序排列出料,所述换向装置位于第一送料轨道的出料端,所述换向装置用于使阀芯的转向,以用于匹配o型圈的套入方向。通过采用上述结构,实现阀芯的有效供料,设置换向装置,提高套装效率。
10、优选的,所述换向装置包括气动爪盘、旋转气缸和升降部,所述气动爪盘用于夹取阀芯的端部,所述气动爪盘连接在旋转气缸的转动轴上,所述旋转气缸的缸体与升降部的输出端连接,所述升降部安装在机架上用于调节高度。通过采用上述结构,实现对阀芯的可靠换向,提高换向的稳定性。
11、优选的,所述第一送料轨道和换向装置之间设有用于逐个夹取阀芯的夹取装置,所述夹取装置包括立架、移动气缸、夹取气缸和夹爪,所述夹爪连接在夹取气缸的输出端,所述夹取气缸的缸体连接在移动气缸的输出端,所述移动气缸安装在立架上,所述立架安装在机架上,所述移动气缸用于使阀芯朝换向装置移动。通过采用上述结构,使换向装置上的阀芯在套装o型圈时,夹取装置还能稳定上料,提高阀芯的上料效率。
12、优选的,所述夹取装置还包括有限位摆杆,所述限位摆杆呈l型,所述限位摆杆的折弯处通过转轴铰接在移动气缸的输出端上,所述限位摆杆的长杆用于阀芯的限位抵靠,所述限位摆杆的短杆连接有用于使限位摆杆绕转轴转动的第三驱动部,所述第三驱动部包括固定在立架上的抵板,所述抵板上设有供短杆抵靠的第一接触面和第二接触面,所述第一接触面与第二接触面之间通过弧形面过渡,当短杆抵靠第一接触面时,使所述长杆与阀芯抵靠,当短杆抵靠第二接触面时,使所述长杆远离阀芯。通过采用上述结构,使阀芯得到有效限位,避免阀芯从夹取装置上脱落,同时在长杆远离阀芯后,方便气动爪盘对阀芯的抓取。
技术特征:
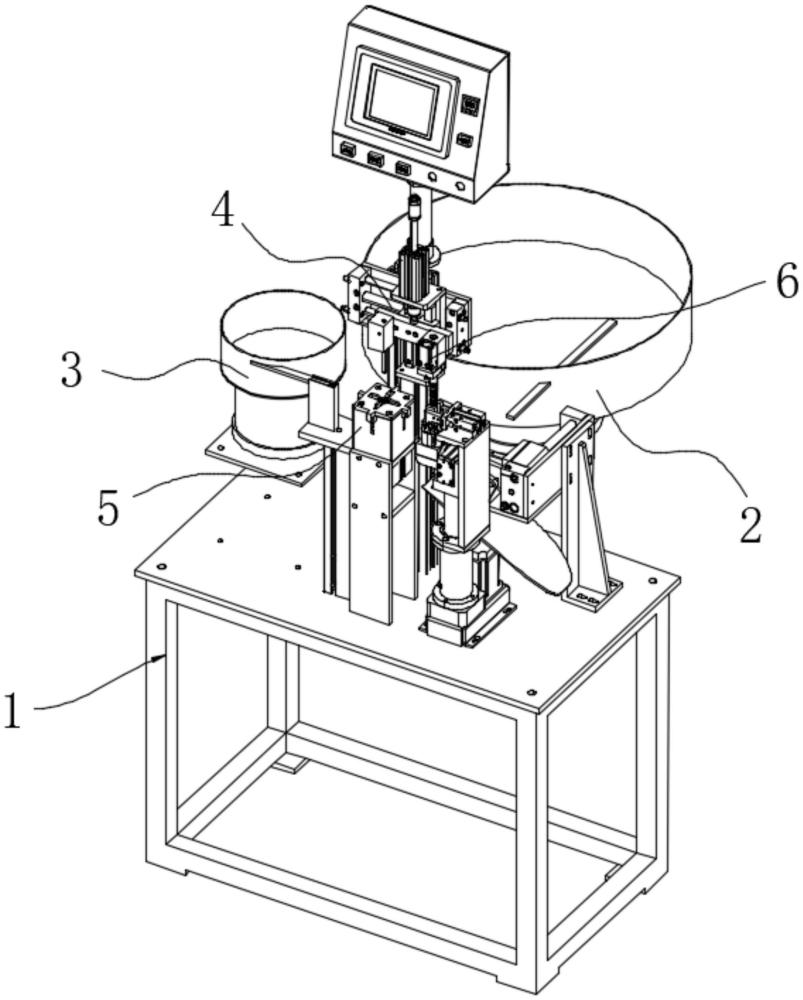
1.一种阀芯和o型圈的组装设备,包括机架(1),所述机架(1)上安装有用于供应阀芯(10)的第一供料机构(2)和用于供应o型圈(20)的第二供料机构(3),其特征在于,所述机架(1)上还安装有移动机构(4)、扩张机构(5)和套装机构(6);
2.根据权利要求1所述的一种阀芯和o型圈的组装设备,其特征在于,所述扩张机构(5)包括底座(51),所述底座(51)上设有定位o型圈(20)的定位孔(511),所述定位孔(511)供第一取料轴(41)插入,所述底座(51)上安装有多组夹头(52),多组所述夹头(52)沿周向分布在定位孔(511)的外侧以用于夹紧o型圈(20),所述底座(51)上还安装有用于驱使多组夹头(52)靠近或远离定位孔(511)的第二驱动部(53)。
3.根据权利要求2所述的一种阀芯和o型圈的组装设备,其特征在于,所述夹头(52)包括第一夹块(521)和第二夹块(522),所述第二夹块(522)的中部通过销轴(523)铰接在第一夹块(521)上,所述o型圈(20)夹紧在第二夹块(522)的上端与第一夹块(521)之间,当第二夹块(522)的下端向外张开时,第二夹块(522)绕销轴(523)转动,使所述第二夹块(522)的上端与第一夹块(521)间距减少而夹紧o型圈(20)。
4.根据权利要求3所述的一种阀芯和o型圈的组装设备,其特征在于,所述第二驱动部(53)包括滚轮(531)、滑块(532)和下拉气缸(533),所述下拉气缸(533)的缸体固定连接在底座(51)上,所述下拉气缸(533)的活塞杆与滑块(532)固定连接,所述滑块(532)沿竖向滑动设置在底座(51)上,所述滚轮(531)转动连接在滑块(532)上,所述第二夹块(522)的下端设有配合滚轮(531)的凹槽(5221),所述凹槽(5221)的下槽壁从上至下朝底座(51)中轴线倾斜设置,当下拉气缸(533)的活塞杆向下移动时,所述滑块(532)带动滚轮(531)向下移动,所述滚轮(531)滚动在凹槽(5221)的下槽壁,使第二夹块(522)的下端向外张开;所述第一夹块(521)沿定位孔(511)的径向移动连接在底座(51)上,在继续使滚轮(531)向下移动,所述第二夹块(522)带动第一夹块(521)远离定位孔(511)移动。
5.根据权利要求4所述的一种阀芯和o型圈的组装设备,其特征在于,所述第二驱动部(53)还包括复位弹簧(534),所述复位弹簧(534)一端与底座(51)连接,所述复位弹簧(534)另一端与第一夹块(521)连接,以用于使第一夹块(521)朝定位孔(511)移动。
6.根据权利要求1所述的一种阀芯和o型圈的组装设备,其特征在于,所述推动部(62)包括套管(621)和推出气缸(622),所述套管(621)滑动套设在第二取料轴(61)上,所述套管(621)与推出气缸(622)的活塞杆固定连接,所述推出气缸(622)的缸体固定安装在第一驱动部(42)的输出端上。
7.根据权利要求1所述的一种阀芯和o型圈的组装设备,其特征在于,所述第一供料机构(2)包括第一振动盘(21)、第一送料轨道(22)和换向装置(23),所述第一振动盘(21)固定安装在机架(1)上,所述阀芯(10)放置在第一振动盘(21)内,所述第一送料轨道(22)与第一振动盘(21)连接以使阀芯(10)有序排列出料,所述换向装置(23)位于第一送料轨道(22)的出料端,所述换向装置(23)用于使阀芯(10)的转向,以用于匹配o型圈(20)的套入方向。
8.根据权利要求7所述的一种阀芯和o型圈的组装设备,其特征在于,所述换向装置(23)包括气动爪盘(231)、旋转气缸(232)和升降部(233),所述气动爪盘(231)用于夹取阀芯(10)的端部,所述气动爪盘(231)连接在旋转气缸(232)的转动轴上,所述旋转气缸(232)的缸体与升降部(233)的输出端连接,所述升降部(233)安装在机架(1)上用于调节高度。
9.根据权利要求7所述的一种阀芯和o型圈的组装设备,其特征在于,所述第一送料轨道(22)和换向装置(23)之间设有用于逐个夹取阀芯(10)的夹取装置(24),所述夹取装置(24)包括立架(241)、移动气缸(242)、夹取气缸(243)和夹爪(244),所述夹爪(244)连接在夹取气缸(243)的输出端,所述夹取气缸(243)的缸体连接在移动气缸(242)的输出端,所述移动气缸(242)安装在立架(241)上,所述立架(241)安装在机架(1)上,所述移动气缸(242)用于使阀芯(10)朝换向装置(23)移动。
10.根据权利要求9所述的一种阀芯和o型圈的组装设备,其特征在于,所述夹取装置(24)还包括有限位摆杆(245),所述限位摆杆(245)呈l型,所述限位摆杆(245)的折弯处通过转轴(246)铰接在移动气缸(242)的输出端上,所述限位摆杆(245)的长杆用于阀芯(10)的限位抵靠,所述限位摆杆(245)的短杆连接有用于使限位摆杆(245)绕转轴(246)转动的第三驱动部,所述第三驱动部包括固定在立架(241)上的抵板(247),所述抵板(247)上设有供短杆抵靠的第一接触面(2471)和第二接触面(2472),所述第一接触面(2471)与第二接触面(2472)之间通过弧形面(2473)过渡,当短杆抵靠第一接触面(2471)时,使所述长杆与阀芯(10)抵靠,当短杆抵靠第二接触面(2472)时,使所述长杆远离所述阀芯(10)。
技术总结
本技术提供了一种阀芯和O型圈的组装设备,包括机架,机架上安装有第一供料机构、第二供料机构、移动机构、扩张机构和套装机构,移动机构包括第一取料轴和第一驱动部,第一取料轴连接在第一驱动部的输出端,第一驱动部驱使第一取料轴沿竖向及横向移动,扩张机构用于扩张O型圈以使O型圈的内孔扩大,扩张机构位于第一驱动部输出端的移动路径上,套装机构包括第二取料轴和推动部,第二取料轴和推动部均连接在第一驱动部的输出端上,第二取料轴通过第一驱动部输出端的移动将扩张的O型圈从扩张机构上取出,推动部用于将环槽内的O型圈推出并套入至阀芯上。上述设备自动化运作,提高组装效率和质量,降低工人的劳动强度。
技术研发人员:李家豪,廖超,雷霞,宋佳朋,林海燕,郑顺博,宋孙浩
受保护的技术使用者:宁波城市职业技术学院
技术研发日:20230814
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!