一种带有快换机构的气动式定位装夹治具的制作方法
本技术涉及装夹治具领域,尤其涉及一种带有快换机构的气动式定位装夹治具。
背景技术:
1、装夹治具,也就是夹具,夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置;也就是说工装夹具是机械加工不可缺少的部件,从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具;例如焊接夹具、检验夹具、装配夹具、机床夹具等;其中机床夹具最为常见,常简称为夹具;
2、相关技术中,用于立式铣床中的工件夹紧通常有两种,一种是利用三爪卡盘进行三点定位夹紧,另一种是通过螺纹丝杠驱动两个夹板进行两个相对方向的夹紧,但是这两种装夹方式,发明人在实际应用的过程中发现,三爪卡盘和丝杠式夹具能够装夹的工件种类有限,而且这两种夹紧方式均存在需要手动调节以及调节夹紧速度慢的问题,导致更换加工工件进行加工的效率较慢,影响加工作业效率。
技术实现思路
1、为了解决现有技术中对于铣床加工零件的装夹更换速度慢,加工作业效率低的问题,本实用新型提供一种带有快换机构的气动式定位装夹治具;
2、本实用新型提供的一种带有快换机构的气动式定位装夹治具采用如下的技术方案:
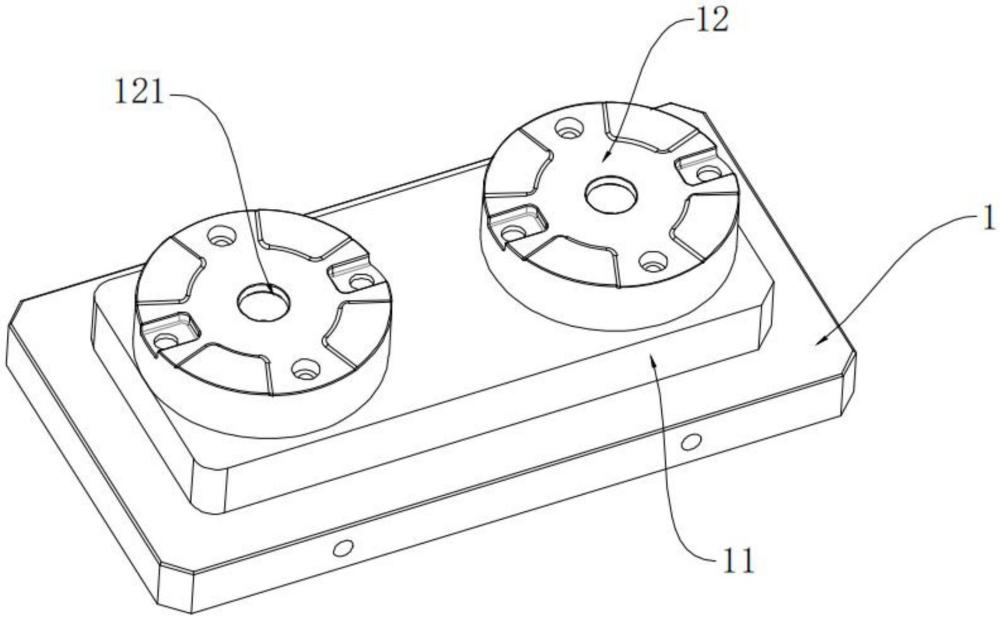
3、一种带有快换机构的气动式定位装夹治具,包括基座,所述基座的顶部通过螺栓连接有底座箱;所述底座箱的顶部通过螺栓连接有支撑上盖;所述支撑上盖的上侧设置有可换底板;所述可换底板的底部通过螺栓安装有拉钉;所述支撑上盖的顶部开设有锁定孔;所述拉钉插入至锁定孔内;所述底座箱与支撑上盖之间形成气室;所述气室的内部设置有用于锁住拉钉的锁合机构;所述基座的内部开设有与气室连通的气压通道;
4、进一步的,所述气压通道与空气压缩机连接;
5、进一步的,所述底座箱与基座之间、底座箱与支撑上盖之间的连接处均通过设置橡胶垫进行密封;
6、进一步的,所述支撑上盖的个数为n个,n≥2;所述锁合机构与支撑上盖的个数相同且一一对应;
7、进一步的,所述锁合机构包括锁套、滚珠、滑套;所述基座的顶部通过螺栓固定连接有锁套;所述拉钉插入至锁套的内部;所述锁套的外侧壁开设有锁孔;所述锁孔的内部活动设置有滚珠;所述锁套的外侧壁套设有滑套;所述滑套的内侧壁开设有用于滚珠滑入的解锁槽;
8、进一步的,所述锁孔的个数为m个,m≥2;
9、进一步的,所述拉钉的外侧壁开设有与滚珠配合锁定的固定槽;
10、进一步的,所述滑套的内侧壁与锁套的外侧壁之间、滑套的外侧壁与气室的内侧壁之间均密封连接有密封圈;所述密封圈为橡胶材质;
11、进一步的,所述滑套的顶部开设有顶槽;所述顶槽的个数为l个,l≥2;所述顶槽的底部焊接有弹簧的一端;所述弹簧的另一端焊接在气室的顶部。
12、综上所述,本实用新型的有益效果为:
13、本实用新型通过锁合机构,并利用气压为动力对带有拉钉的可换底板进行更换,相较于现有技术的三爪卡盘和丝杠夹紧来说,夹紧,松开的动作能够更快完成,使用者通过空气压缩机,使气压充入气室内,将滑套沿锁套上推,当滑套内侧壁的解锁槽与锁孔平齐时,滚珠会落入解锁槽内,但仍有一部分留在锁孔内以便下次锁定,此时滚珠处于脱离固定槽的状态,拉钉解锁,此时使用者可直接取下可换底板进行更换,通过上述技术,不仅可以更快的对对应规格工件使用的底板进行更换,并且更换速度快,操作便捷,另一方面相较于三爪卡盘的夹紧方式来说,也可对一些硬度较小的工件进行有效的保护,大大提高了加工作业效率。
技术特征:
1.一种带有快换机构的气动式定位装夹治具,包括基座(1),其特征在于:所述基座(1)的顶部通过螺栓连接有底座箱(11);所述底座箱(11)的顶部通过螺栓连接有支撑上盖(12);所述支撑上盖(12)的上侧设置有可换底板(4);所述可换底板(4)的底部通过螺栓安装有拉钉(41);所述支撑上盖(12)的顶部开设有锁定孔(121);所述拉钉(41)插入至锁定孔(121)内;所述底座箱(11)与支撑上盖(12)之间形成气室(13);所述气室(13)的内部设置有用于锁住拉钉(41)的锁合机构;所述基座(1)的内部开设有与气室(13)连通的气压通道(10)。
2.按照权利要求1所述的一种带有快换机构的气动式定位装夹治具,其特征在于,所述气压通道(10)与外界空气压缩机连接。
3.按照权利要求1所述的一种带有快换机构的气动式定位装夹治具,其特征在于,所述底座箱(11)与基座(1)之间、底座箱(11)与支撑上盖(12)之间的连接处均通过设置橡胶垫进行密封。
4.按照权利要求1所述的一种带有快换机构的气动式定位装夹治具,其特征在于,所述支撑上盖(12)的个数为n个,n≥2;所述锁合机构与支撑上盖(12)的个数相同且一一对应。
5.按照权利要求4所述的一种带有快换机构的气动式定位装夹治具,其特征在于,所述锁合机构包括锁套(2)、滚珠(22)、滑套(3);所述基座(1)的顶部通过螺栓固定连接有锁套(2);所述拉钉(41)插入至锁套(2)的内部;所述锁套(2)的外侧壁开设有锁孔(21);所述锁孔(21)的内部活动设置有滚珠(22);所述锁套(2)的外侧壁套设有滑套(3);所述滑套(3)的内侧壁开设有用于滚珠(22)滑入的解锁槽(31)。
6.按照权利要求5所述的一种带有快换机构的气动式定位装夹治具,其特征在于,所述锁孔(21)的个数为m个,m≥2。
7.按照权利要求5所述的一种带有快换机构的气动式定位装夹治具,其特征在于,所述拉钉(41)的外侧壁开设有与滚珠(22)配合锁定的固定槽(42)。
8.按照权利要求5所述的一种带有快换机构的气动式定位装夹治具,其特征在于,所述滑套(3)的内侧壁与锁套(2)的外侧壁之间、滑套(3)的外侧壁与气室(13)的内侧壁之间均密封连接有密封圈(32);所述密封圈(32)为橡胶材质。
9.按照权利要求7所述的一种带有快换机构的气动式定位装夹治具,其特征在于,所述滑套(3)的顶部开设有顶槽(33);所述顶槽(33)的个数为l个,l≥2;所述顶槽(33)的底部焊接有弹簧(34)的一端;所述弹簧(34)的另一端焊接在气室(13)的顶部。
技术总结
本技术提供一种带有快换机构的气动式定位装夹治具,包括基座,所述基座的顶部通过螺栓连接有底座箱;所述底座箱的顶部通过螺栓连接有支撑上盖;所述上盖的上侧有可换底板;所述可换底板的底部通过螺栓安装有拉钉;所述支撑上盖的顶部开设有锁定孔;所述拉钉插入至锁定孔内;所述底座箱与支撑上盖之间形成气室;所述气室的内部设置有用于锁,通过本技术,不仅可以更快的对对应规格工件使用的底板进行更换,并且更换速度快,操作便捷,另一方面相较于三爪卡盘的夹紧方式来说,也可对一些硬度较小的工件进行有效的保护,大大提高了加工作业效率。
技术研发人员:王勇,刘峰,唐剑成
受保护的技术使用者:天津锐洁芯导机器人有限公司
技术研发日:20230817
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!