一种利用回收热进行工件预热的焊接装置的制作方法
本技术涉及预热型焊接设备,尤其涉及一种利用回收热进行工件预热的焊接装置。
背景技术:
1、焊接是一种利用加热、高温或者高压的方式将金属进行熔化,再利用这些熔化的金属对需要焊接的物体进行连接。在现代工业中应用非常广泛,可以对管材或者板材等金属进行拼接而达到需要的形状。在进行工件焊接时,由于焊接的瞬时温度变化较大,导致在焊接过程中极易产生裂纹等缺陷,这将会极大影响焊接成型的工件结构的强度,通常在焊接加工时,需要对工件提前进行一定程度的预热,从而尽量避免在焊接实施过程中缺陷的产生,保证焊接后的工件具有足够高的焊接质量。
2、预热是为了防止产生焊接热裂纹,如果不预热,熔池温度不均匀,会产生较大热应力,导致焊接缺陷产生,出现裂纹或褶皱。目前,现有的焊接设备通常利用外置的预热单元对整个工件进行单面预热,当在进行焊接操作时,由于形成焊缝的工件边缘具有一定的厚度,存在工件的边缘板体温差较大,造成工件的焊接背面出现轻微的焊接缺陷。此外,现有的焊接装置不具备冷却结构,焊接后的工件具有较高的温度,不便于进行后续加工,并且现有焊接装置仅通过自然冷却的方式对工件进行降温,其冷却周期长,当外部环境温度与工件焊接区域的温差过大时,自然冷却还可能导致焊接缺陷的产生,并且自然冷却过程无法对焊接所产生的热能进行回收,存在能源耗费的缺陷。最后,现有的焊接设备通常无法连续进行焊接,批量化焊接加工所需加工时间较长,不利于工业化生产。
3、此外,一方面由于对本领域技术人员的理解存在差异;另一方面由于实用新型人做出本实用新型时研究了大量文献和专利,但篇幅所限并未详细罗列所有的细节与内容,然而这绝非本实用新型不具备这些现有技术的特征,相反本实用新型已经具备现有技术的所有特征,而且申请人保留在背景技术中增加相关现有技术之权利。
技术实现思路
1、本实用新型目的在于提供一种能够对焊接加工产生的热能进行回收的同时完成工件冷却,并且利用回收的热量对待焊接的工件进行预热,从而通过转盘装载机构来实现批量化连续焊接加工的焊接装置,以解决现有焊接设备仅能够利用外接加热模块进行预热,现有焊接设备不具备可进行热量回收的冷却结构,无法将焊接过程产生的高热量进行二次回收利用的问题。
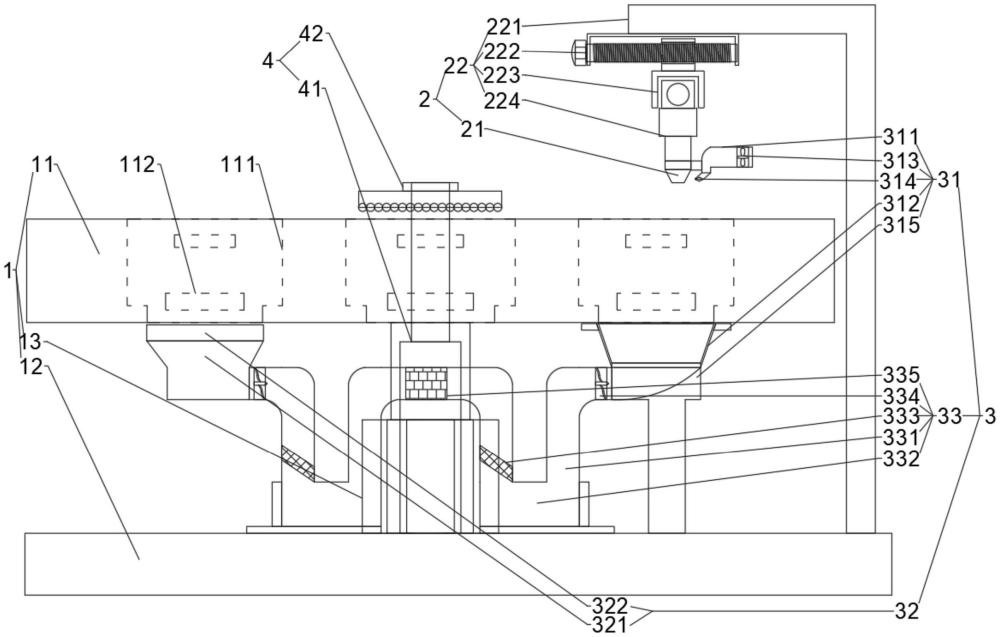
2、本实用新型所采用的技术方案为:一种利用回收热进行工件预热的焊接装置,包括能够多工位安装待焊接的工件以连续进行多组工件焊接处理的旋转基盘,在所述旋转基盘的盘体上环形间隔开设有多个加工限位槽,其中,至少一个所述加工限位槽的上方悬置有能够对其槽腔中安置的两个工件进行焊接加工的焊机,并且所述盘体的上方或下方还选择性地设置有与所述焊机处于同一环面上的冷却预热组件和二次预热组件,所述冷却预热组件的冷却吹扫模块是按照对所述焊机所加工的工件表面进行冷却和清理的方式与所述焊机同工位布设;所述二次预热组件和所述冷却预热组件的循环预热模块按照与相邻所述加工限位槽等间距的方式间隔布设在所述焊机的上游;所述冷却吹扫模块的输出端通过弯折滤管与所述循环预热模块的输入端连通。
3、根据一种优选的实施方式,所述冷却吹扫模块包括进气管路、下端收集壳体、进气泵和喷嘴,其中,所述进气管路与所述焊机并行设置,且其输出端连接有倾斜的所述喷嘴;在所述进气管路的管体内设置有能够驱动空气在其管腔中定向流动的所述进气泵;所述盘体的下表面布设有与所述焊机共轴线的所述下端收集壳体,以对吸收焊接热量并裹挟焊接产物的气流进行收集并定向输送,所述下端收集壳体的输出端与所述弯折滤管。
4、根据一种优选的实施方式,所述循环预热模块的隔热导流腔体与所述弯折滤管的输出端连通,并且所述隔热导流腔体的输出端设置有能够对两个待焊接的工件的对接边缘进行热气流冲击来提升工件温度的扁口管。
5、根据一种优选的实施方式,所述弯折滤管包括s型管体和间隔设置在横置的所述s型管体的底部沉积槽,所述底部沉积槽的槽腔是与所述s型管体的管腔连通的,并且所述s型管体处于所述底部沉积槽的下游的管体中设置有处于所述底部沉积槽的上方的过滤网,所述过滤网按照与所述s型管体的区段管腔轴线形成夹角的方式倾斜布设。
6、根据一种优选的实施方式,所述下端收集壳体的壳腔上端开口是按照能够对所述加工限位槽的下端开口进行覆盖的方式被第一支撑柱支撑在基座上的。
7、根据一种优选的实施方式,所述盘体通过旋转驱动电机支撑在所述基座上,并且所述盘体与旋转驱动电机共轴线设置,以使得所述盘体在所述旋转驱动电机的驱动下绕自身轴线进行旋转。
8、根据一种优选的实施方式,所述焊机包括焊机主体和限定所述焊机主体的工作位置的调节机构,其中,所述调节机构由支撑柱、第一平移轨体、第二平移轨体和升降连接柱组成,所述支撑柱支撑在所述基座上,并且所述支撑柱的轴向上端依次设置所述第一平移轨体、第二平移轨体和升降连接柱,从而将所述焊机主体悬置在所述盘体的上方。
9、根据一种优选的实施方式,所述二次预热组件的加热电阻板体通过l型支撑杆支撑在所述基座上,并且所述l型支撑杆能够带动所述加热电阻板体进行升降的方式来对工件的对接边缘的上表面进行预热。
10、根据一种优选的实施方式,所述加工限位槽内设置有支撑板,至少两个支撑板按照存在间隔距离的对位布设在所述加工限位槽的槽腔中,从而所述支撑板能够支撑限定工件在所述加工限位槽中的位置;所述加工限位槽靠近所述盘体的外边缘的槽壁上开设有能够可调节地对工件进行抵靠限位的弹性限位板,并且所述弹性限位板贯穿式的插设在所述盘体上。
11、根据一种优选的实施方式,所述盘体的径向外侧还设置有共轴线的非闭合环体,所述非闭合环体能够通过限定所述弹性限位板的工作位置的方式来改变所述加工限位槽中的工件的对接状态。
12、本实用新型的有益效果是:
13、本技术的冷却预热组件能够搭建热量通道,从而利用对焊接工件进行冷却所转移的热量来对待焊接工件的焊接区域背面进行预热加工,从而提升工件待焊接位置的温度,从而避免工件焊接时瞬时温度变化过大而产生金属缺陷,并且本技术还设置有二次预热组件来对待焊接工件的焊接区域的正面进行预热加工,从而使工件的焊接位置存在一个受热分布均匀的预热处理,保证焊接区域在进行焊接加工时的不同点位的状态能够保持大致相同,使得焊接结果能够保持一致,提升焊接稳定性和焊接质量。冷却预热组件的热量转移是对焊接过程在工件表面所积累的热量的二次回收利用,从而在完成工件的冷却处理,以提升焊接质量,避免自然冷却出现焊接缺陷的同时能够实现热量的有效回收,从而降低整个工艺所造成的能源损失,减少了待焊接工件进行预热时需要额外吸收的热能总量,降低了能源的耗费,并且有效地提升了连续加工的速度和效率,保证了焊接加工的质量。
14、本技术所设置的弹性限位板和非闭合环体能够相互配合的对加工限位槽中的工件在特定的焊接区域进行有效的挤压限位,保证工件在焊接前的对接准确性和稳定性,提升焊接质量,并且弹性限位板和非闭合环体能够构建起快拆型限位结构,使得操作人员无须额外的拆装操作,在进行连续焊接加工过程,操作人员仅需要将工件准确放置在加工限位槽中,设备即可自行完成工件的定位和焊接,缩减了人工操作的工序,提升了加工效率,并且机械化的自动工作还能够保证焊接和工件对准的准确性,提升焊接质量。
15、本技术所设置的冷却吹扫模块能够通过对焊接点位进行气流吹扫的方式来带走焊接点位的所积攒的热量和焊接产物,从而在完成焊接点位的冷却的同时能够对热量进行回收,以便于利用热量进行预热处理。焊接产物包括焊渣和焊接过程所产生的有毒气体,冷却吹扫模块所输送的气流能够对焊接产物进行回收处理,从而提升焊接工件表面的洁净度的同时,避免了周边环境受到污染,也避免了操作人员误吸有毒气体而损伤。本技术所设置的弯折滤管在定向输送热气流的同时能够对热气流中裹挟焊渣以及有毒气体进行过滤和吸附,从而使最终输出的气流无害且具有一定的洁净度,保证了装置的无害排放。
16、本技术通过设置二次预热组件来进一步提升工件的温度,使得工件待焊接边缘区域的温度能够得到进一步提升,从而有效防止了焊接温度增长过快所造成的工件缺陷,并且在循环预热模块的初次预热状态下,二次预热组件能够输出更少的热量即可使得工件达到指定温度,从而缩减了二次预热组件的加工周期,提升了加工效率。
- 还没有人留言评论。精彩留言会获得点赞!