一种集装箱标准角件铣床的制作方法
本技术涉及铣床,更具体的是一种集装箱标准角件铣床。
背景技术:
1、在集装箱的八个角上都设置有集装箱角件,用于集装箱与集装箱之间的连接与固定,属于集装箱的标准件,其外形是长方体,其中朝外的3个面都设有孔(请见图1所示结构),靠内的3个面为光面(即两个相对面中有一个面带孔,另一个面是光面)。
2、其制造过程是先采用铸造方式制造出毛坯,然后用铣床对毛坯的6个面进行机加工。
3、现有的加工方式是:为了保持2相对面的平行度,所用铣床是双头铣床(即一次铣削2个相对面),角件具有6个面,则需要在一台双头铣床上进行3次装夹才能完成最终加工,每次装夹需要进行重新定位,加工效率低下。
4、如何解决加工效率低下的问题,是有待解决的难题。
技术实现思路
1、本实用新型的目的在于提供一种集装箱标准角件铣床,解决现有技术的不足。
2、本实用新型所采取的技术方案是:
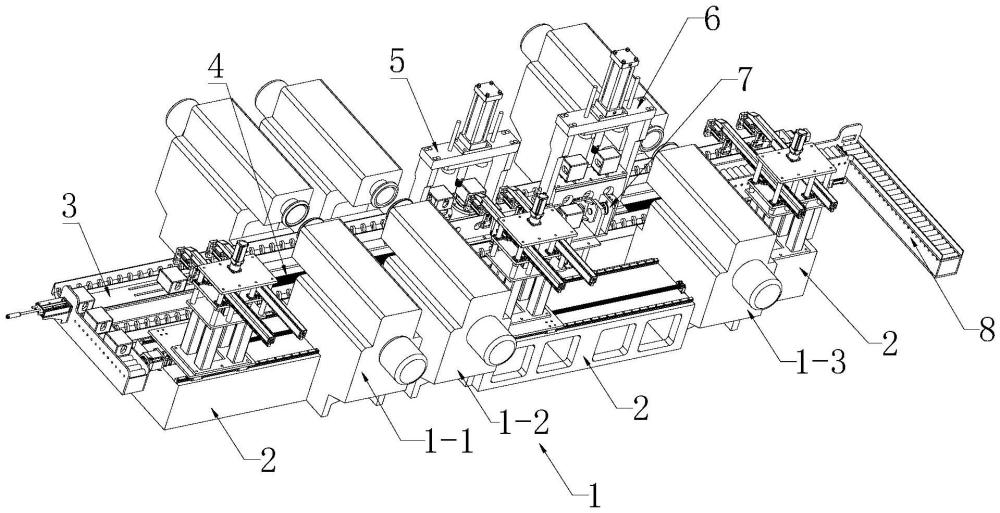
3、一种集装箱标准角件铣床,包括:
4、3台并排设置的双头铣床,分别对应加工3组相对面,每两台之间留有距离;
5、加工输送线,贯通3台所述双头铣床且在每台所述双头铣床的两个刀头之间经过形成一个加工通道,所述加工通道分成前段和后段;
6、第一夹具,设置在所述加工输送线的前段;
7、第二夹具,设置在所述加工输送线的后段;
8、第一夹具对应前段的两台双头铣床,第二夹具对应后段的第三双头铣床;
9、所述第一夹具和所述第二夹具沿加工通道方向来回移动;
10、所述第一夹具包括能z轴旋转90度旋转工作台,毛坯置于该旋转工作台上,用于在第一双头铣床和第二双头铣床之间将毛坯的左右的两相对面进行旋转至加工前后状态;
11、一条上料输送线设置在加工输送线前端,一条下料输送线设置在加工输送线后端;
12、上料输送线包括缓冲输送部,用于对角件进行排队;
13、机械手,设置在缓冲输送部和加工输送线之间以及在第三个双头铣床下游分别设有一用于抓料的机械手;
14、沿x轴翻转90度的变向机,设置在所述第二双头铣床和所述第三双头铣床之间,用于将毛坯从第一夹具上取下放入变向机进行变位使得毛坯的上下的两相对面进行旋转至加工前后状态;
15、在所述变向机的前方也设置一机械手,用于将变向后的毛坯取下并放置到第二夹具的固定工作台上。
16、具体的,所述加工输送线包括主底座以及设置在其顶部的驱动机构甲;
17、所述驱动机构甲分成两组分别对应所述加工输送线的前段和后段,所述第一夹具和所述第二夹具安装在对应的所述驱动机构甲上。
18、具体的,所述第一夹具包括第一机架和旋转工作台;
19、所述第一机架底部设有螺母,所述螺母与所述驱动机构甲的螺杆相配;
20、在所述旋转工作台的上方设置一用于压料的第一压料机构。
21、具体的,所述第二夹具包括第二机架和固定工作台;
22、所述第二机架底部设有螺母,所述螺母与所述驱动机构甲的螺杆相配;
23、在所述固定工作台的上方设置一用于压料的第二压料机构。
24、具体的,所述机械手包括第一副底座,底架安装在所述第一副底座顶部;
25、第一升降架设置在所述底架上,升降动力机构驱动第一升降架垂直运动;
26、夹爪臂设置在所述第一升降架顶部并垂直于加工通道,动力单元驱动所述夹爪臂做纵向运动;
27、所述夹爪臂的前端安装有用于抓料的夹爪。
28、进一步的,在缓冲输送线和加工输送线之间的机械手以及在所述变向机的机械手都包括使其做沿加工方向移动的驱动机构乙;
29、所述驱动机构乙设置在所述第一副底座顶部,所述底架安装在所述驱动机构乙上。
30、具体的,所述变向机包括第二副底座,所述第二副底座设有内部空间,第二气缸设置在该内部空间内,所述第二气缸的活塞杆与第二升降架相连;
31、回转架设置在所述第二升降架上,在所述第二升降架的左右两侧还各设置一用于驱动所述回转架旋转的回转气缸;
32、夹持板组设置在所述回转架上并随其转动。
33、具体的,所述上料输送线包括前端输送部和缓冲输送部;
34、所述前端输送部和所述缓冲输送部垂直设置且在其相交处拐角外侧设有一运动轨迹与所述缓冲输送部方向一致的侧推气缸;
35、所述缓冲输送部包括:
36、缓冲输送部机架,所述缓冲输送部机架包括底板和顶板,在所述底板安装一无杆气缸,所述无杆气缸的运动块与所述缓冲输送部方向一致,固定架与所述无杆气缸的运动块相连接;
37、第一气缸驱动驱动第二升降架在所述固定架上垂直移动,第一气缸与所述固定架固定连接;
38、在所述第二升降架的顶部沿设有多组沿所述缓冲输送部方向排列的推料杆;
39、所述推料杆头部突出所述顶板的本体,所述顶板的本体设有供所述推料杆移动的通道。
40、进一步的,在所述加工输送线的前后两侧还设置有与其走向一致的排屑组件。
41、具体的,所述排屑组件包括第三电机以及排屑槽,所述排屑槽内设有有绞龙,所述第三电机的主轴与所述绞龙后端相连;
42、所述排屑槽的远端及顶部为开口状。
43、本方案具有如下有益效果
44、能实现集装箱角件的流水线加工,不用人工装夹,节省加工时间,提高了加工效率。
技术特征:
1.一种集装箱标准角件铣床,其特征在于,包括:
2.如权利要求1所述的一种集装箱标准角件铣床,其特征在于:所述加工输送线包括主底座以及设置在其顶部的驱动机构甲;
3.如权利要求2所述的一种集装箱标准角件铣床,其特征在于:所述第一夹具包括第一机架和旋转工作台;
4.如权利要求3所述的一种集装箱标准角件铣床,其特征在于:所述第二夹具包括第二机架和固定工作台;
5.如权利要求1所述的一种集装箱标准角件铣床,其特征在于:所述机械手包括第一副底座,底架安装在所述第一副底座顶部;
6.如权利要求5所述的一种集装箱标准角件铣床,其特征在于:在缓冲输送部和加工输送线之间的机械手以及在所述变向机的机械手都包括使其做沿加工方向移动的驱动机构乙;
7.如权利要求1所述的一种集装箱标准角件铣床,其特征在于:所述变向机包括第二副底座,所述第二副底座设有内部空间,第二气缸设置在该内部空间内,所述第二气缸的活塞杆与第二升降架相连;
8.如权利要求1所述的一种集装箱标准角件铣床,其特征在于:所述上料输送线包括前端输送部和缓冲输送部;
9.如权利要求1-8任一所述的一种集装箱标准角件铣床,其特征在于:在所述加工输送线的前后两侧还设置有与其走向一致的排屑组件。
10.如权利要求9所述的一种集装箱标准角件铣床,其特征在于:所述排屑组件包括第三电机以及排屑槽,所述排屑槽内设有有绞龙,所述第三电机的主轴与所述绞龙后端相连;
技术总结
本技术公开了一种集装箱标准角件铣床,包括:3台并排设置的双头铣床,加工输送线,贯通3台双头铣床且在每台双头铣床的两个刀头之间经过形成一个加工通道,第一夹具设置在加工输送线的前段;第二夹具设置在加工输送线的后段;第一夹具和第二夹具沿加工通道方向来回移动;第一夹具包括旋转工作台,上料输送线设置在加工输送线前端,下料输送线设置在加工输送线后端;机械手,设置在缓冲输送线和加工输送线之间以及在第三个双头铣床下游分别设有一用于抓料的机械手;变向机,设置在第二双头铣床和第三双头铣床之间;在变向机的前方设置一机械手,本铣床能实现集装箱角件的流水线加工,不用人工装夹,节省加工时间,提高了加工效率。
技术研发人员:刘世秀,朱鸣强
受保护的技术使用者:江苏一凡智能装备有限公司
技术研发日:20230821
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!