一种用于复制20#钢样板的圆心冲的制作方法
本技术属于工装制造领域,具体为一种用于复制20#钢样板的圆心冲。
背景技术:
1、20#钢样板通常采用厚δ1.5mm-δ2.0mm的薄钢板制造,按旧样板1:1复制20#钢样板时,一般将旧样板平放在20#薄钢板毛料上,用压块压紧后,用划针针尖紧靠旧样板外形轮廓及通孔边缘,将旧样板的外形、圆孔线移形刻划在毛料上,后续按移形刻划好的线条,手工剪切、修锉样板外形及钻初孔-扩孔-铰孔。在按圆孔线钻初孔时,经常因找不准钻孔中心,发生钻孔位置偏移、钻孔不准的现象,造成额外需手工局部砸修、校正样板的初孔中心,影响复制20#钢样板的生产交付节点及表面质量。为保证复制20#钢样板的交付节点及表面质量,需改进现有按圆孔移形线钻初孔的方式,设计一种专用工具,能够直接并准确在钢板毛料上印出圆孔中心,以保证后续钻初孔时孔中心准确。
技术实现思路
1、实用新型目的:解决复制20#钢样板时,钻初孔发生孔中心偏移、钻孔不准的问题。
2、技术方案
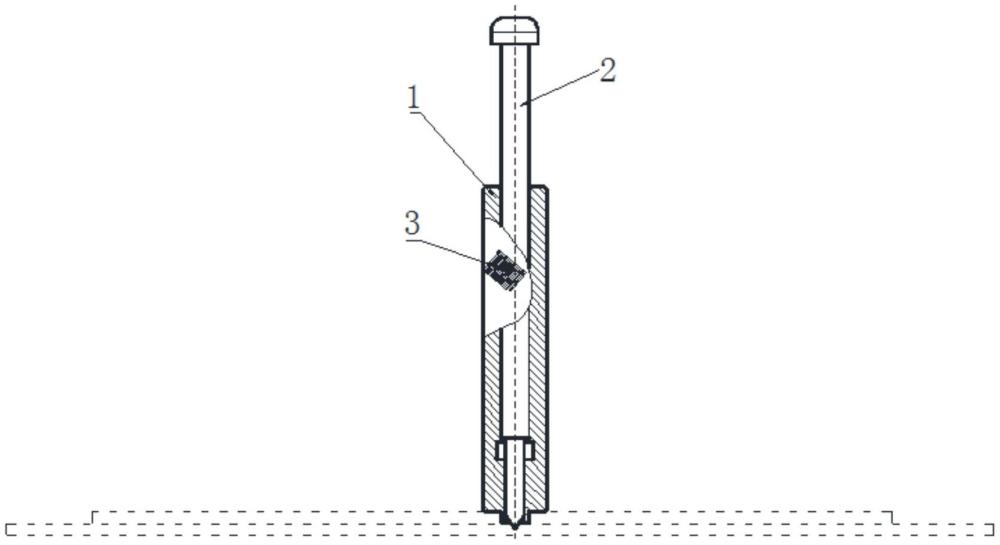
3、一种用于复制20#钢样板的圆心冲,由筒体1、冲子2组成。所述冲子2穿过筒体1后装配为一体结构,所述冲子2采用高强度耐磨钢制造。所述筒体2为台阶孔,筒体1下端的台阶轴套高与标准孔高度匹配。台阶轴套与标准孔为过渡配合。所述冲子2为台阶型柱体结构,下端针尖部分柱体与筒体1的内孔过渡配合。冲子2可上下滑动,不会晃动。
4、在本实用新型的实施例中,所述筒体1、冲子2与标准孔的中心线重合。保证冲印的孔中心准确。
5、在本实用新型的实施例中,所述高强度耐磨钢具体为t8a钢。使用时对冲子的强度要求高,高强度的冲子,不易磨损,容易通过手工敲打,在毛料上印出深约0.5mm的圆孔,针尖印孔效果好。
6、在本实用新型的实施例中,所述筒体1与冲子2配后后,冲子2的定位段长度应大于待加工钢板厚度。
7、在本实用新型的实施例中,所述筒体1由45#钢加工制成。使用时对筒体的强度要求不高,普通的45#钢即可满足使用要求,其加工性能好,价格合理。
8、在本实用新型的实施例中,所述筒体1外表面滚印网纹3。操作时,便于手握握紧筒体1,不易打滑。
9、在本实用新型的实施例中,所述冲子2的针尖角度为60°。敲打时针尖不易折断,印孔明显。
10、在本实用新型的实施例中,所述筒体1台阶处设有退刀槽。
11、在本实用新型的实施例中,所述冲子2敲打端面为平面结构,保证敲打时面接触,受力均匀。
12、技术效果
13、成为了一种针对复制20#钢样板圆孔的专用工具,解决了按圆孔线钻初孔时,经常发生钻孔中心发生偏移、钻孔不准的现象。手握紧圆心冲,通过筒体下端的台阶轴套在旧样板的标准孔内进行定位后,手工敲打冲子上端,可直接并准确在钢板毛料上印出圆孔中心,后续钻初孔时可方便找准钻孔中心位置,杜绝了钻孔中心发生偏移、钻孔不准的现象。
技术特征:
1.一种用于复制20#钢样板的圆心冲,其特征在于,由筒体(1)、冲子(2)组成;所述冲子(2)穿过筒体(1)后装配为一体结构,所述冲子(2)采用高强度耐磨钢制造;所述筒体为台阶孔,筒体(1)下端的台阶轴套高与标准孔高度匹配;台阶轴套与标准孔为过渡配合;所述冲子(2)为台阶型柱体结构,下端针尖部分柱体与筒体(1)的内孔过渡配合;冲子(2)可上下滑动,不会晃动。
2.根据权利要求1所述的一种用于复制20#钢样板的圆心冲,其特征在于,所述筒体(1)、冲子(2)与标准孔的中心线重合;保证冲印的孔中心准确。
3.根据权利要求2所述的一种用于复制20#钢样板的圆心冲,其特征在于,所述高强度耐磨钢具体为t8a钢,在毛料上印出深约0.5mm的圆孔。
4.根据权利要求3所述的一种用于复制20#钢样板的圆心冲,其特征在于,所述筒体(1)与冲子(2)配后后,冲子(2)的定位段长度应大于待加工钢板厚度。
5.根据权利要求4所述的一种用于复制20#钢样板的圆心冲,其特征在于,所述筒体(1)由45#钢加工制成。
6.根据权利要求5所述的一种用于复制20#钢样板的圆心冲,其特征在于,所述筒体(1)外表面滚印网纹(3)。
7.根据权利要求6所述的一种用于复制20#钢样板的圆心冲,其特征在于,所述冲子(2)的针尖角度为60°。
8.根据权利要求7所述的一种用于复制20#钢样板的圆心冲,其特征在于,所述筒体(1)台阶处设有退刀槽。
9.根据权利要求8所述的一种用于复制20#钢样板的圆心冲,其特征在于,所述冲子(2)敲打端面为平面结构,保证敲打时面接触,受力均匀。
技术总结
本技术属于工装制造领域,具体为一种用于复制20#钢样板的圆心冲。由筒体(1)、冲子(2)组成;所述冲子(2)穿过筒体(1)后装配为一体结构,所述冲子(2)采用高强度耐磨钢制造;所述筒体2为台阶孔,筒体(1)下端的台阶轴套高与标准孔高度匹配;台阶轴套与标准孔为过渡配合;所述冲子(2)为台阶型柱体结构,下端针尖部分柱体与筒体(1)的内孔过渡配合;冲子(2)可上下滑动,不会晃动。可直接并准确在钢板毛料上印出圆孔中心,后续钻初孔时可方便找准钻孔中心位置,杜绝了钻孔中心发生偏移、钻孔不准的现象。
技术研发人员:黎勇华,喻忱,朱丽洁,江卫新,张谦谦,熊俏,吴子航,付景鹏
受保护的技术使用者:昌河飞机工业(集团)有限责任公司
技术研发日:20230821
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!