一种两脚钉加工分手模具的制作方法
本技术涉及两脚钉加工,特别涉及一种两脚钉加工分手模具。
背景技术:
1、两脚钉属于相册、剪贴簿装饰配件的一种,种类繁多,形状各异,广泛应用于各种手工艺饰品的配件,两脚钉的材料多为金属板加工而成,在金属板的上表面切割成两脚钉的形状,再通过分手模具将其冲压下来。
2、现有的两脚钉分手模具多为冲压模具,将切割的金属板放入模具台内,驱动机构带动冲压件上下移动,对金属板进行冲压,冲压件下表面的冲压头将切割后的两脚钉冲压下去。
3、金属板在冲压后需要回收再利用,而金属板在切割和冲压两脚钉后会有金属突刺,具有一定的安全隐患,分手模具在加工过程中对金属板的处理不到位,人工在对金属板回收时容易被金属突刺刺伤手部。
技术实现思路
1、(一)解决的技术问题
2、针对上述现有技术存在的问题,本实用新型提供了一种两脚钉加工分手模具。
3、(二)技术方案
4、为实现以上目的,本实用新型通过以下技术方案予以实现:一种两脚钉加工分手模具,包括机台,所述机台的上表面固定连接有支架,所述支架的上表面设置有驱动机构,所述驱动机构的驱动端设置有冲压件,所述机台的上表面设置有压平组件,所述机台上表面固定连接有模具台,所述模具台的内部设置有辅助冲压组件;压平组件包括固定连接在机台上表面的支台,所述支台的内壁活动连接有碾压轮,所述碾压轮的两端均通过轴杆固定连接有棘轮,所述冲压件的外表面固定连接有延伸杆,所述延伸杆远离冲击件的一端活动连接有拨杆,所述支台的内部设置有两脚钉金属条;辅助冲压组件包括开设在模具台内壁的限位槽,所述限位槽的内部滑动连接有折型杆,所述折型杆的远离限位槽的一端固定连接有主压杆,所述折型杆的下表面弯折处固定连接有侧压杆,所述限位槽的内部设置有第二弹簧。
5、作为本实用新型所述一种两脚钉加工分手模具的一种优选方案,其中,所述拨杆的底端抵接在棘轮的外表面,所述拨杆穿插设置在延伸杆的外表面,所述拨杆的外表面开设有凹口,所述凹口的内壁卡接在延伸杆的外表面。
6、作为本实用新型所述一种两脚钉加工分手模具的一种优选方案,其中,所述延伸杆的上表面开设有滑槽,所述滑槽的内部设置有第一弹簧,所述拨杆在滑槽的内部滑动,所述第一弹簧远离滑槽内壁的一端固定连接在拨杆的外表面。
7、作为本实用新型所述一种两脚钉加工分手模具的一种优选方案,其中,所述主压杆的上表面开设有定位孔,所述定位孔设置在冲压件的正下方,所述主压杆与侧压杆均设置在两脚钉金属条的切割缝上方。
8、作为本实用新型所述一种两脚钉加工分手模具的一种优选方案,其中,所述第二弹簧设置在折型杆的下表面,所述第二弹簧远离折型杆的一端固定连接在限位槽的底部内壁。
9、(三)有益效果
10、本实用新型提供了一种两脚钉加工分手模具。具备以下有益效果:
11、1、通过驱动机构带动冲压件和延伸杆上下移动,延伸杆下压时会带动拨杆下压并推动棘轮转动,棘轮转动会带动碾压轮转动对两脚钉金属条进行碾压,等拨杆上移时齿块会推动拨杆在滑槽内滑动并挤压第一弹簧,直到拨杆越过齿块第一弹簧伸张推动拨杆置于齿块的上方,便于下一次推动,达到了去除两脚钉金属条外表面毛边突刺的情况。
12、2、通过冲压件推动主压杆和侧压杆同时下压,主压杆与侧压杆会同时抵接在两脚钉金属条的上表面,到达了冲压过程中两脚钉多处受力的情况,便于将两脚钉整体同时冲压下来,避免只冲压钉头部分造成的钉腿拉伸断裂的情况,减少了生产过程中的残次品。
技术特征:
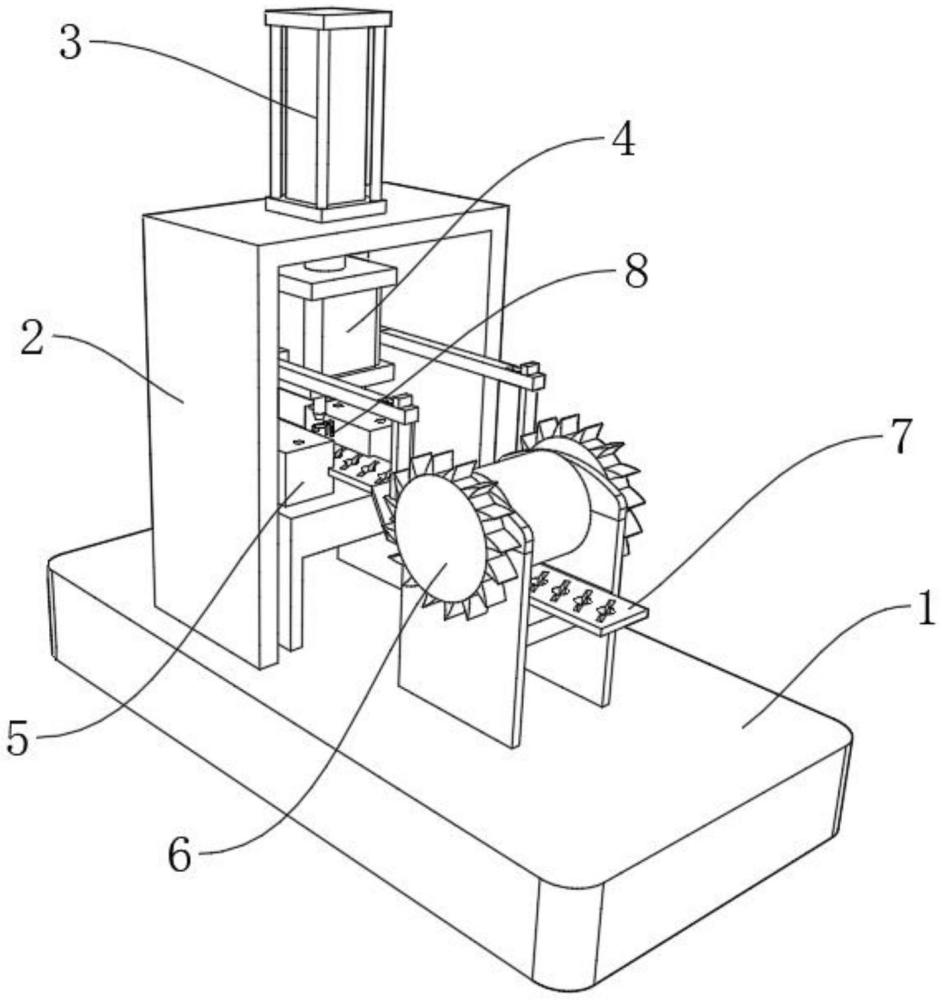
1.一种两脚钉加工分手模具,包括机台(1),其特征在于:所述机台(1)的上表面固定连接有支架(2),所述支架(2)的上表面设置有驱动机构(3),所述驱动机构(3)的驱动端设置有冲压件(4),所述机台(1)的上表面设置有压平组件(6),所述机台(1)上表面固定连接有模具台(5),所述模具台(5)的内部设置有辅助冲压组件(8);
2.根据权利要求1所述的一种两脚钉加工分手模具,其特征在于:所述拨杆(605)的底端抵接在棘轮(603)的外表面,所述拨杆(605)穿插设置在延伸杆(604)的外表面,所述拨杆(605)的外表面开设有凹口(607),所述凹口(607)的内壁卡接在延伸杆(604)的外表面。
3.根据权利要求1所述的一种两脚钉加工分手模具,其特征在于:所述延伸杆(604)的上表面开设有滑槽(606),所述滑槽(606)的内部设置有第一弹簧(608),所述拨杆(605)在滑槽(606)的内部滑动,所述第一弹簧(608)远离滑槽(606)内壁的一端固定连接在拨杆(605)的外表面。
4.根据权利要求1所述的一种两脚钉加工分手模具,其特征在于:所述主压杆(801)的上表面开设有定位孔(806),所述定位孔(806)设置在冲压件(4)的正下方,所述主压杆(801)与侧压杆(803)均设置在两脚钉金属条(7)的切割缝上方。
5.根据权利要求1所述的一种两脚钉加工分手模具,其特征在于:所述第二弹簧(805)设置在折型杆(802)的下表面,所述第二弹簧(805)远离折型杆(802)的一端固定连接在限位槽(804)的底部内壁。
技术总结
本申请公开了一种两脚钉加工分手模具,涉及两脚钉加工技术领域,包括机台,所述机台的上表面固定连接有支架,所述支架的上表面设置有驱动机构,所述驱动机构的驱动端设置有冲压件,所述机台的上表面设置有压平组件,所述机台上表面固定连接有模具台,所述模具台的内部设置有辅助冲压组件。本申请可通过驱动机构带动冲压件和延伸杆上下移动,延伸杆下压时会带动拨杆下压并推动棘轮转动,棘轮转动会带动碾压轮转动对两脚钉金属条进行碾压,等拨杆上移时齿块会推动拨杆在滑槽内滑动并挤压第一弹簧,直到拨杆越过齿块第一弹簧伸张推动拨杆置于齿块的上方,便于下一次推动,达到了去除两脚钉金属条外表面毛边突刺的情况。
技术研发人员:冉俸南
受保护的技术使用者:浙江慧蓉文具有限公司
技术研发日:20230824
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!