一种带孔法兰自动生产线的制作方法
本技术涉及生产设备,特别涉及一种带孔法兰自动生产线。
背景技术:
1、在带孔法兰的生产领域中,各个生产步骤大多是单独工序制作的,工序较为分散,且工件在多个工位之间的运输普遍依赖于人工操作,特别是工件在卷圆之后的运输和定位较为不便,导致带孔法兰的生产效率较低,且工艺稳定性较差。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。
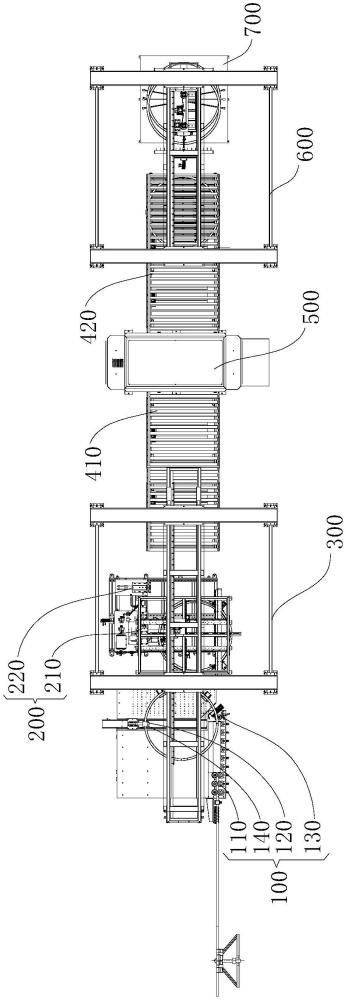
2、本实用新型提供一种带孔法兰自动生产线,包括,冲孔卷圆机构,其包括冲孔组件和卷圆辊组,冲孔组件用于对工件打孔,卷圆辊组用于将工件卷成圆环;对焊清渣机构,其包括焊接组件和刮渣组件,焊接组件设于靠近冲孔卷圆机构的一端,焊接组件用于对工件的对接处焊接,刮渣组件用于清除焊渣;取料夹持机构,其包括机架、行走驱动、夹爪和张合驱动,机架架设于冲孔卷圆机构和对焊清渣机构的上方,行走驱动用于驱动夹爪相对机架前后移动和升降,张合驱动用于驱动夹爪张合。
3、根据本实用新型实施例提供的一种带孔法兰自动生产线,至少具有如下有益效果:冲孔卷圆机构包括冲孔组件和卷圆辊组,工件开料后可进入卷圆辊组,在卷圆辊组的卷圆作用下,可使得工件卷成圆环状,且通过冲孔组件可对逐渐弯曲的工件进行冲孔,使得工件形成间隔布置的穿孔,机架架设于冲孔卷圆机构和对焊清渣机构的上方,且焊接组件设于靠近冲孔卷圆机构的一端,在行走驱动和张合驱动的配合下,可使得夹爪夹取完成冲孔和卷圆的工件,并将工件移送至焊接组件处,焊接组件可对工件的对接处进行焊接,以使得工件形成稳定的圆环形,以符合法兰盘的形状需求,然后在取料夹持机构的移送作用下,可使得焊接完成后的工件移送至刮渣组件处,以对工件的对焊处形成的焊渣进行清除,以确保成型工件的外形平整;相较于传统的生产方式而言,该带孔法兰自动生产线能自动实现工件的冲孔、卷圆、焊接和刮渣工序,且各个工序的输送和定位通过取料夹持机构自动实现,有利于提高生产效率和工艺稳定性,并降低制作成本。
4、根据本实用新型的一些实施例,冲孔卷圆机构还包括校平轮组,校平轮组、卷圆辊组和冲孔组件依次相接。
5、具体的,冲孔卷圆机构还包括校平轮组,且校平轮组、卷圆辊组和冲孔组件依次相接,开料后的钢圈可依次经过校平轮组、卷圆辊组和冲孔组件,以使得钢材形成平直状的钢条,平直状的钢条经过卷圆辊组,逐渐卷成圆环状,卷圆过程中,冲孔组件可对钢条进行冲孔,有利于保持冲孔的精度,即该带孔法兰自动生产线可自动实现钢材的校平、冲孔和卷圆,自动化程度较高,有利于提高对带孔法兰的生产效率,提高产能,降低成本。
6、根据本实用新型的一些实施例,冲孔卷圆机构还包括切断组件,切断组件包括切刀和直线驱动,直线驱动用于驱动切刀靠近或远离工件。
7、具体的,冲孔卷圆机构还包括切断组件,当开料后的钢材在卷圆辊组处卷成圆环状后,该直线驱动可驱动切刀往卷圆的工件靠近,通过切刀与钢材的切割,以实现工件的分切,以将卷圆后的工件与剩余的钢材分离,以实现钢材的逐段卷圆和分切,自动化程度更高,有利于降低对工人的依赖,提高生产效率。
8、根据本实用新型的一些实施例,本实用新型还包括校平机构和第一输送线,第一输送线的后端与取料夹持机构相接,第一输送线的前端与校平机构相接,校平机构用于对法兰校平。
9、具体的,考虑到在钢材经过成型加工后易存在不平整的缺陷,该带孔法兰自动生产线还包括校平机构和第一输送线,其中,第一输送线的后端与取料夹持机构相接,而第一输送线的前端与校平机构相接,取料夹持机构可将经过焊接和刮渣后的工件移送至第一输送线上,第一输送线的输送方向为朝前输送,以将工件输送至校平机构处,校平机构可用于对法兰进行校平,以确保法兰两个端面的平整度,以提高带孔法兰的成型质量。
10、根据本实用新型的一些实施例,本实用新型还包括第二输送线和堆叠机构,第二输送线的后端与校平机构相接,第二输送线的前端与堆叠机构相接,堆叠机构用于堆叠法兰。
11、该带孔法兰自动生产线还包括第二输送线和堆叠机构,第二输送线的后端与校平机构相接,第二输送线的前端与堆叠机构相接,即当校平机构对法兰校平完成后,在第二输送线的输送作用下,可将校平后的法兰往前移送堆叠机构处,堆叠机构可自动实现多个法兰的堆叠,有利于节省人力,提高法兰堆叠的效率,进而提高带孔法兰的生产效率,提高产能。
12、根据本实用新型的一些实施例,本实用新型还包括堆叠台,堆叠机构的前端与堆叠台相接,以用于将第二输送线上的工件堆叠至堆叠台上。
13、具体的,堆叠机构架设于第二输送线和堆叠台的上方,在堆叠机构的作用下,可将第二输送线上的工件搬运至堆叠台上,以实现带孔法兰的自动堆叠,且有利于提高工件堆叠的规整度,以便于后期的运输和打包。
14、根据本实用新型的一些实施例,堆叠机构包括架体、移动驱动、卡爪和开合驱动,架体架设于第二输送线和堆叠台的上方,移动驱动用于驱动卡爪相对架体前后移动和升降,开合驱动用于驱动卡爪开合。
15、堆叠机构包括架体、移动驱动、卡爪和开合驱动,具体的,架体架设于第二输送线和堆叠台的上方,架体可为卡爪、移动驱动和开合驱动提供支撑作用,而移动驱动可驱动卡爪相对架体前后移动和升降,以使得卡爪在第二输送线与堆叠台之间往复移动,配合开合驱动驱动卡爪的开合,有利于实现对工件的抓取,以实现将第二输送线上的工件抓取、并将抓取的工件堆放至堆叠台处的功能,以实现成型工件的输送和堆叠,且堆叠更为规整,有利于节省人力,提高生产效率。
16、根据本实用新型的一些实施例,第一输送线和第二输送线均包括多个输送辊和输送架,多个输送辊呈前后布置且均架设于输送架上,输送辊与输送架转动连接。
17、具体的,第一输送线和第二输送线均包括多个输送辊和输送架,其中,多个输送辊均架设于输送架上,且多个输送辊呈前后布置且均与输送架转动连接,通过多个输送辊与工件的接触,配合输送辊的旋转,以实现工件的朝前输送,以实现工件在对焊清渣机构、校平机构和堆叠机构的输送,自动化程度更高,有利于提高工艺稳定性,降低人工因素造成的干扰。
18、根据本实用新型的一些实施例,第二输送线的前端还设有顶升机构,顶升机构用于顶升位于第二输送线上的工件。
19、具体的,为了便于堆叠机构抓取位于第二输送线上的工件,该带孔法兰自动生产线在第二输送线的前端还设有顶升机构,当工件移送至顶升机构的上方时,顶升机构运作,从而将位于第二输送线上的工件顶起,使得工件与第二输送线的输送面分离,以便于堆叠机构实现对工件的夹取,以实现工件的自动堆叠。
20、根据本实用新型的一些实施例,卷圆辊组包括多组卷弧辊,多组卷弧辊呈圆周间隔布置。
21、具体的,卷圆辊组包括多组卷弧辊,以使得经过卷弧辊的钢材弯曲呈弧形,且多组卷弧辊呈圆周间隔布置,在多组卷弧辊的配合作用下,以使得直条状的钢条卷成圆环状,有利于控制带孔法兰的圆度,提高带孔法兰的成型质量。
22、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!