一种加工高精度多位一体成型刀具的制作方法
本技术涉及机械加工刀具,尤其涉及一种加工高精度多位一体成型刀具。
背景技术:
1、传动轴轴承在生产过程中,原方案是采用市面上比较常见的传统刀具,其主要是由扩孔钻,铣刀,倒角刀,精镗刀等4种刀具组成,加工时产品要求内圆与外圆同圆心,且平面度有要求,外圆根部有r角要求,孔口处有倒角要求。原方案的加工方式是由4中标准刀具轮流换刀加工,这种方式对机床的加工精度严格,且需要技术人员的精准计算,偶发性太多,造成产品的稳定性差,增加了调机的难度,增长了加工时间,且原方案刀具过多,加工过程中刀具更换频繁,使得停机次数增加,降低效率。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种加工高精度多位一体成型刀具。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种加工高精度多位一体成型刀具,包括刀座,所述刀座的顶部安装有第一侧切削刀片、第二侧切削刀片、第一顶切削刀片与第二顶切削刀片,所述刀座的腰部安装有第二倒角刀片,所述刀座的底部安装有第一倒角刀片与第三倒角刀片,所述刀座的台阶处一侧安装有台阶面光面刀片,所述刀座的台阶处另一侧安装有镗孔刀片。
3、作为上述技术方案的进一步描述:
4、所述第一侧切削刀片与第二侧切削刀片呈对称设置,所述第一顶切削刀片与第二顶切削刀片呈对称设置,所述第一侧切削刀片、第二侧切削刀片、第一顶切削刀片与第二顶切削刀片呈“十”字形排布。
5、作为上述技术方案的进一步描述:
6、所述第一侧切削刀片、第二侧切削刀片、第一顶切削刀片、第二顶切削刀片、第二倒角刀片、第一倒角刀片、第三倒角刀片、台阶面光面刀片与镗孔刀片的截面均为三角形结构。
7、作为上述技术方案的进一步描述:
8、所述刀座的一侧通过连接部连接有刀柄。
9、作为上述技术方案的进一步描述:
10、所述第一侧切削刀片、第二侧切削刀片、第一顶切削刀片、第二顶切削刀片、第二倒角刀片、第一倒角刀片、第三倒角刀片、台阶面光面刀片与镗孔刀片正中心均开设有固定螺丝孔,且通过螺栓与刀座连接。
11、本实用新型具有如下有益效果:
12、与现有技术相比,该加工高精度多位一体成型刀具,刀具工作时一把代替传统四把刀具的工作量,且都是以刀片形式安装,增加了刀具的使用寿命,减少了换刀次数,增加了机床的利用效率,极大的提高了加工的效率。
技术特征:
1.一种加工高精度多位一体成型刀具,包括刀座(1021),其特征在于:所述刀座(1021)的顶部安装有第一侧切削刀片(1011)、第二侧切削刀片(1012)、第一顶切削刀片(1014)与第二顶切削刀片(1015),所述刀座(1021)的腰部安装有第二倒角刀片(1017),所述刀座(1021)的底部安装有第一倒角刀片(1016)与第三倒角刀片(1018),所述刀座(1021)的台阶处一侧安装有台阶面光面刀片(1010),所述刀座(1021)的台阶处另一侧安装有镗孔刀片(1013)。
2.根据权利要求1所述的一种加工高精度多位一体成型刀具,其特征在于:所述第一侧切削刀片(1011)与第二侧切削刀片(1012)呈对称设置,所述第一顶切削刀片(1014)与第二顶切削刀片(1015)呈对称设置,所述第一侧切削刀片(1011)、第二侧切削刀片(1012)、第一顶切削刀片(1014)与第二顶切削刀片(1015)呈“十”字形排布。
3.根据权利要求1所述的一种加工高精度多位一体成型刀具,其特征在于:所述第一侧切削刀片(1011)、第二侧切削刀片(1012)、第一顶切削刀片(1014)、第二顶切削刀片(1015)、第二倒角刀片(1017)、第一倒角刀片(1016)、第三倒角刀片(1018)、台阶面光面刀片(1010)与镗孔刀片(1013)的截面均为三角形结构。
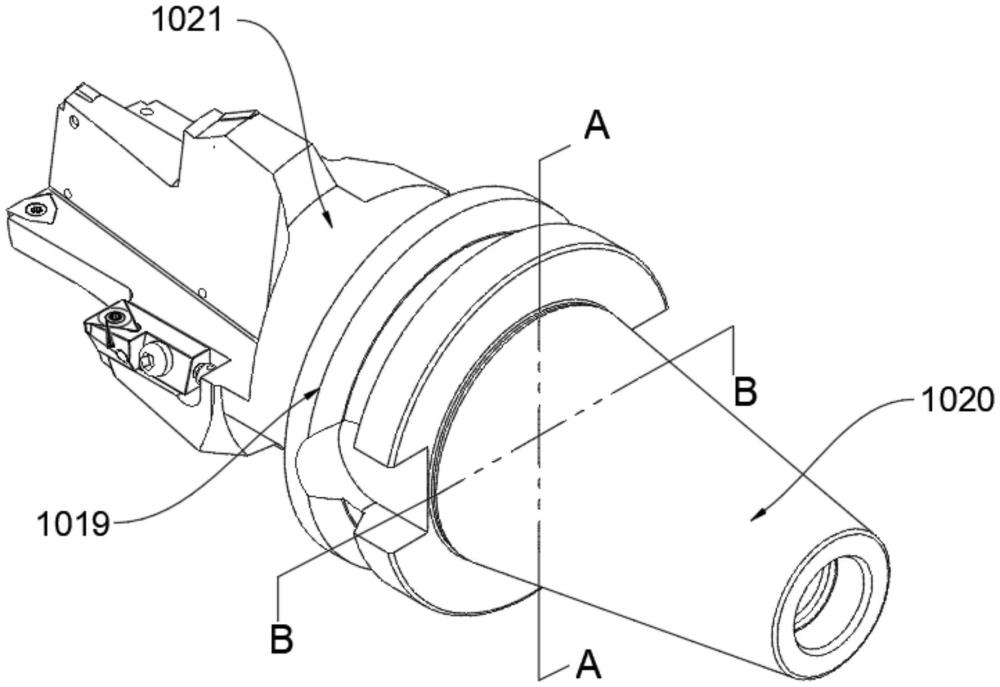
4.根据权利要求1所述的一种加工高精度多位一体成型刀具,其特征在于:所述刀座(1021)的一侧通过连接部(1020)连接有刀柄(1019)。
5.根据权利要求1所述的一种加工高精度多位一体成型刀具,其特征在于:所述第一侧切削刀片(1011)、第二侧切削刀片(1012)、第一顶切削刀片(1014)、第二顶切削刀片(1015)、第二倒角刀片(1017)、第一倒角刀片(1016)、第三倒角刀片(1018)、台阶面光面刀片(1010)与镗孔刀片(1013)正中心均开设有固定螺丝孔,且通过螺栓与刀座(1021)连接。
技术总结
本技术公开了一种加工高精度多位一体成型刀具,包括刀座,所述刀座的顶部安装有第一侧切削刀片、第二侧切削刀片、第一顶切削刀片与第二顶切削刀片,所述刀座的腰部安装有第二倒角刀片,所述刀座的底部安装有第一倒角刀片与第三倒角刀片,所述刀座的台阶处一侧安装有台阶面光面刀片,所述刀座的台阶处另一侧安装有镗孔刀片。本技术,刀具工作时一把代替传统四把刀具的工作量,且都是以刀片形式安装,增加了刀具的使用寿命,减少了换刀次数,增加了机床的利用效率,极大的提高了加工的效率。
技术研发人员:宁小龙,陈康,郭伟
受保护的技术使用者:苏州市昌星模具机械有限公司
技术研发日:20230825
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!