多功能移动式冲压模具的制作方法
本技术涉及模具,特别涉及一种多功能移动式冲压模具。
背景技术:
1、冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
2、常规冲压模具上下模组件和压芯组件提前设置成型,制件也按照统一标准出成,如果制件更改,则需要重新更换冲压模具组件,这样生产过程中会把时间会浪费在冲压模具组件更换上,同时也耗费大量的人力成本。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种多功能移动式冲压模具,在不整体更换模具的前提下可调节冲孔尺寸以及冲孔间隙,调节过程通过无需人工整体更换模具,大大节约了模具更换时间以及人力成本。
2、本实用新型的目的是通过以下技术方案来实现的:
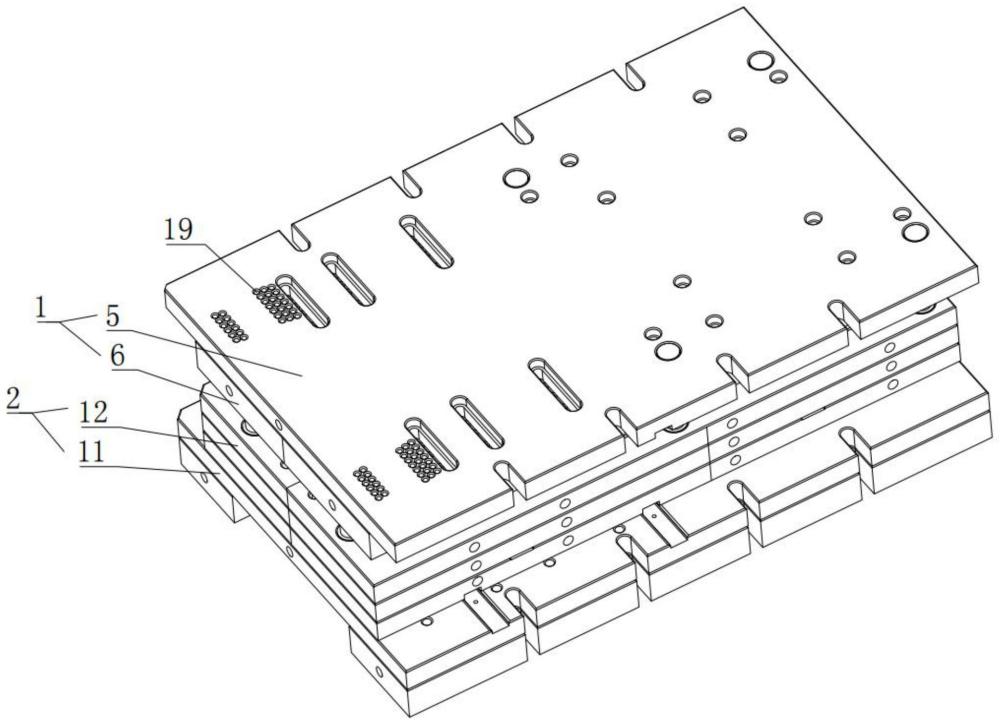
3、一种多功能移动式冲压模具,包括上模组件和下模组件,所述上模组件和下模组件之间设有成型间隙,所述上模组件上设有多个冲针孔,所述下模组件上设有与所述冲针孔对应的成型孔;
4、所述上模组件包括上连接板和上冲压板,所述上连接板与冲压设备的动力端固定连接,所述冲针孔设置在所述上冲压板,所述上冲压板还有与所述冲针孔连通的挡槽,所述挡槽内设有挡板,所述挡板与往复伸缩件相连接;往复伸缩件带动挡板运动实现冲针孔的封堵或打开;
5、所述冲针孔内设有冲针。
6、进一步地,所述挡槽为t形槽。
7、进一步地,所述往复伸缩件为气缸、油缸或电动伸缩杆,所述往复伸缩件的活动端伸入t形槽与所述挡板相连接。
8、进一步地,所述下模组件包括下连接板和至少一块下成型板,所述下连接板与冲压设备的工作台相连接;
9、所述成型孔设置在下成型板上。
10、进一步地,所述上冲压板包括第一冲压部和第二冲压部,所述第一冲压部上的冲针孔单排设置;
11、所述第二冲压部上的冲针孔呈双排设置,第二冲压部包括两块第一单板,两块所述第一单板分别与所述上连接板相连接,两块所述第一单板上分别设有冲针孔;两块所述第一单板可沿二者相互远离的方向调节;
12、所述下成型板包括第一成型部和第二成型部,所述第一成型部上的成型孔与所述第一冲压部上的冲针孔上下对应设置;
13、所述第二成型部上的成型孔呈双排设置且与第二冲压部上的冲针孔上下对应设置;所述第二成型部包括两块第二单板,两块第二单板上分别设有成型孔,两块所述第一单板朝相互远离的方向调节时,两块第二单板同步调节。
14、进一步地,所述上连接板设有两组以两块第一单板的轴线为对称轴对称的连接孔,所述连接孔沿上连接板宽度方向设置,两块第一单板分别通过连接孔、螺栓与上连接相连接。
15、进一步地,所述冲针顶端尺寸大于所述冲针孔。
16、本实用新型的有益效果是:
17、本实用新型的多功能冲压模具在不整体更换模具的前提下可调节冲孔尺寸以及冲孔间隙,调节过程通过无需人工整体更换模具,大大节约了模具更换时间以及人力成本。
技术特征:
1.一种多功能移动式冲压模具,其特征在于:包括上模组件和下模组件,所述上模组件和下模组件之间设有成型间隙,所述上模组件上设有多个冲针孔,所述下模组件上设有与所述冲针孔对应的成型孔;
2.根据权利要求1所述多功能移动式冲压模具,其特征在于:所述挡槽为t形槽。
3.根据权利要求2所述多功能移动式冲压模具,其特征在于:所述往复伸缩件为气缸、油缸或电动伸缩杆,所述往复伸缩件的活动端伸入t形槽与所述挡板相连接。
4.根据权利要求1所述多功能移动式冲压模具,其特征在于:所述下模组件包括下连接板和至少一块下成型板,所述下连接板与冲压设备的工作台相连接;
5.根据权利要求4所述多功能移动式冲压模具,其特征在于:所述上冲压板包括第一冲压部和第二冲压部,所述第一冲压部上的冲针孔单排设置;
6.根据权利要求5所述多功能移动式冲压模具,其特征在于:所述上连接板设有两组以两块第一单板的轴线为对称轴对称的连接孔,所述连接孔沿上连接板宽度方向设置,两块第一单板分别通过连接孔、螺栓与上连接相连接。
7.根据权利要求1所述多功能移动式冲压模具,其特征在于:所述冲针顶端尺寸大于所述冲针孔。
技术总结
本技术公开了一种多功能移动式冲压模具,包括上模组件和下模组件,所述上模组件和下模组件之间设有成型间隙,所述上模组件上设有多个冲针孔,所述下模组件上设有与所述冲针孔对应的成型孔;所述上模组件包括上连接板和上冲压板,所述上连接板与冲压设备的动力端固定连接,所述冲针孔设置在所述上冲压板,所述上冲压板还有与所述冲针孔连通的挡槽,所述挡槽内设有挡板,所述挡板与往复伸缩件相连接;往复伸缩件带动挡板运动实现冲针孔的封堵或打开。本技术的多功能冲压模具在不整体更换模具的前提下可调节冲孔尺寸以及冲孔间隙,调节过程通过无需人工整体更换模具,大大节约了模具更换时间以及人力成本。
技术研发人员:周继刚
受保护的技术使用者:云南华国科技有限公司
技术研发日:20230828
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!