铝合金冷却器真空钎焊工装的制作方法
本技术属于配件工装,尤其涉及铝合金冷却器真空钎焊工装。
背景技术:
1、机油冷却器是一种加速润滑机油散热使其保持较低温度的装置。在高性能、大功率的强化发动机上,由于热负荷大,必须装设机油冷却器,由于汽车发动机空间布置限制,需要把机滤模块上的机油冷却器的进出水管布置到冷却器顶部,目前对于冷却器顶板装配铆接水管过程中,易造成冷却器顶板变形,导致冷却器顶板平面度超差,从而产生虚焊,冷却器安装到汽车发动机上经过振动和机油脉冲压力作用,冷却器顶板虚焊部位被撕裂,冷却器的水腔和油腔贯通,造成发动机油水混合,发动机缺机油润滑产生拉缸。
技术实现思路
1、本实用新型目的在于提供一种铝合金冷却器真空钎焊工装,以解决目前对于冷却器顶板装配铆接水管过程中,易造成冷却器顶板变形,导致冷却器顶板平面度超差,从而产生虚焊,冷却器安装到汽车发动机上经过振动和机油脉冲压力作用,冷却器顶板虚焊部位被撕裂,冷却器的水腔和油腔贯通,造成发动机油水混合,发动机缺机油润滑产生拉缸的技术问题。
2、为实现上述目的,本实用新型的铝合金冷却器真空钎焊工装的具体技术方案如下:
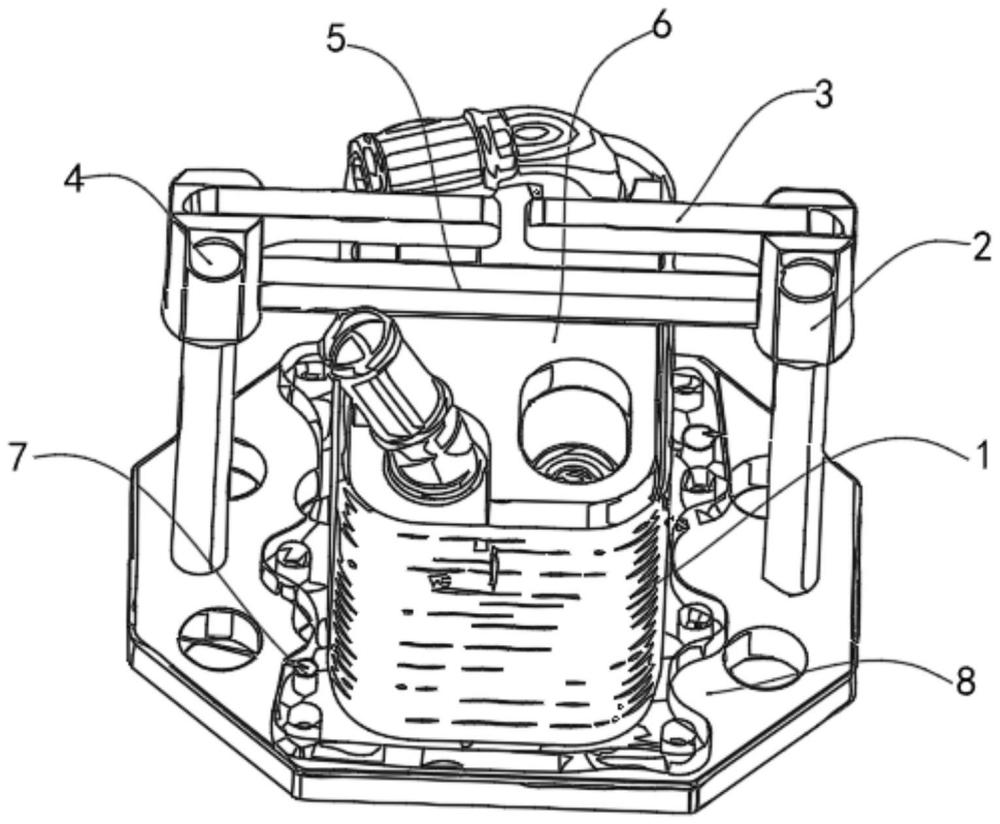
3、一种铝合金冷却器真空钎焊工装,包括工装底板,所述工装底板的上表面设置有冷却器,工装底板的两侧设置有用于对冷却器顶端限位的凸轮快速压紧机构,两支架结构之间设置有横杆,横杆与冷却器之间设置有压板,通过对两侧旋转压紧结构动作带动横杆对压板中部施加压力,达到对冷却器整体下压实现压紧。
4、进一步,所述凸轮快速压紧机构包括立柱,立柱的顶端连接有棱柱,棱柱定端开设有槽体,槽体内部上端通过连接柱连接有凸轮手柄件。
5、进一步,所述凸轮手柄件包括凸轮手柄,凸轮手柄的一端为凸轮状端部。
6、进一步,凸轮状端部位于横杆的端部上方。
7、进一步,所述压板的两端呈对角线开设有供冷却器进出水管穿过的缺槽。
8、进一步,所述工装底板上表面固定连接有若干与冷却器底座开孔配合对接的定位销,通过定位销对冷却器进行定位。
9、本实用新型的铝合金冷却器真空钎焊工装,具有以下优点:
10、1、本实用新型采用了对称的两个凸轮快速压紧机构,能实现两凸轮手柄件同时快速压紧横杆,能有效保证横杆平行下沉压紧压板,保证压板能均匀的压紧冷却器顶板整个平面,同时还能有效校正冷却器顶板因装配铆接水管产生的平面度误差;
11、2、本实用新型用于冷却器总成钎焊前,直接在此工装上面组装压紧各子零件,产品随此工装可直接放入钎焊炉中钎焊,有效避免了因冷却器周转造成各子零件间相对错位、子零件配合间隙超差,从而有效降低因配合间隙超差造成的虚焊;
12、3、本实用新型采用对称的两个凸轮气缸快速高效的压紧机构,可以节省人员提高效率,可实现1个人在1.5分钟内完成41个子零件的装配和夹紧,相比原来2人同时装配拧紧装夹需要3.5分钟,节约节拍时间1倍以上,降低产品的制造人工成本。
技术特征:
1.一种铝合金冷却器真空钎焊工装,包括工装底板(8),其特征在于,所述工装底板(8)的上表面设置有冷却器(1),工装底板(8)的两侧设置有用于对冷却器(1)顶端限位的凸轮快速压紧机构,两支架结构之间设置有横杆(5),横杆(5)与冷却器(1)之间设置有压板(6),通过对两侧旋转压紧结构动作带动横杆(5)对压板(6)中部施加压力,达到对冷却器(1)整体下压实现压紧。
2.根据权利要求1所述的铝合金冷却器真空钎焊工装,其特征在于,所述凸轮快速压紧机构包括立柱(2),立柱(2)的顶端连接有棱柱,棱柱定端开设有槽体,槽体内部上端通过连接柱(4)连接有凸轮手柄件。
3.根据权利要求2所述的铝合金冷却器真空钎焊工装,其特征在于,所述凸轮手柄件包括凸轮手柄(3),凸轮手柄(3)的一端为凸轮状端部。
4.根据权利要求3所述的铝合金冷却器真空钎焊工装,其特征在于,凸轮状端部位于横杆(5)的端部上方。
5.根据权利要求1所述的铝合金冷却器真空钎焊工装,其特征在于,所述压板(6)的两端呈对角线开设有供冷却器进出水管穿过的缺槽。
6.根据权利要求1所述的铝合金冷却器真空钎焊工装,其特征在于,所述工装底板(8)上表面固定连接有若干与冷却器底座开孔配合对接的定位销(7),通过定位销(7)对冷却器(1)进行定位。
技术总结
一种铝合金冷却器真空钎焊工装,包括工装底板,所述工装底板的上表面设置有冷却器,工装底板的两侧设置有用于对冷却器顶端限位的凸轮快速压紧机构,两支架结构之间设置有横杆,横杆与冷却器之间设置有压板,通过对两侧旋转压紧结构动作带动横杆对压板中部施加压力,达到对冷却器整体下压实现压紧,本技术采用了对称的两个凸轮快速压紧机构,能实现两凸轮手柄件同时快速压紧横杆,能有效保证横杆平行下沉压紧压板,保证压板能均匀的压紧冷却器顶板整个平面,同时还能有效校正冷却器顶板因装配铆接水管产生的平面度误差,避免产生虚焊。
技术研发人员:赵清福,殷为强
受保护的技术使用者:浙江信鑫实业有限公司
技术研发日:20230831
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!