一种双料混组机构的制作方法
本技术应用于组装设备的,特别涉及一种双料混组机构。
背景技术:
1、目前,镜头的组装工艺主要包括以下步骤:首先将镜片安装在镜筒上,然后再将配件安装在镜筒上,最后再对安装位进行点胶,使镜片和配件固定在镜筒上,从而完成整个镜头的组装。但是,现有的镜头组装工艺通常依靠人工操作完成,组装过程对工人经验依赖大,产品组装的一致性差,同时点胶也采取手工操作,速度慢,精度低,严重影响生产效率,产品质量也无法得到保障。市面上的镜头组装机虽然能够对镜片和配件进行自动上料,但其
2、镜片和配件的上料效率较为低下,驱动行程较长,设备等待时间较久,难以实现不间断上下料。因此有必要提供一种结构紧凑、上料效率较高的双料混组机构。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种结构紧凑、上料效率较高的双料混组机构。
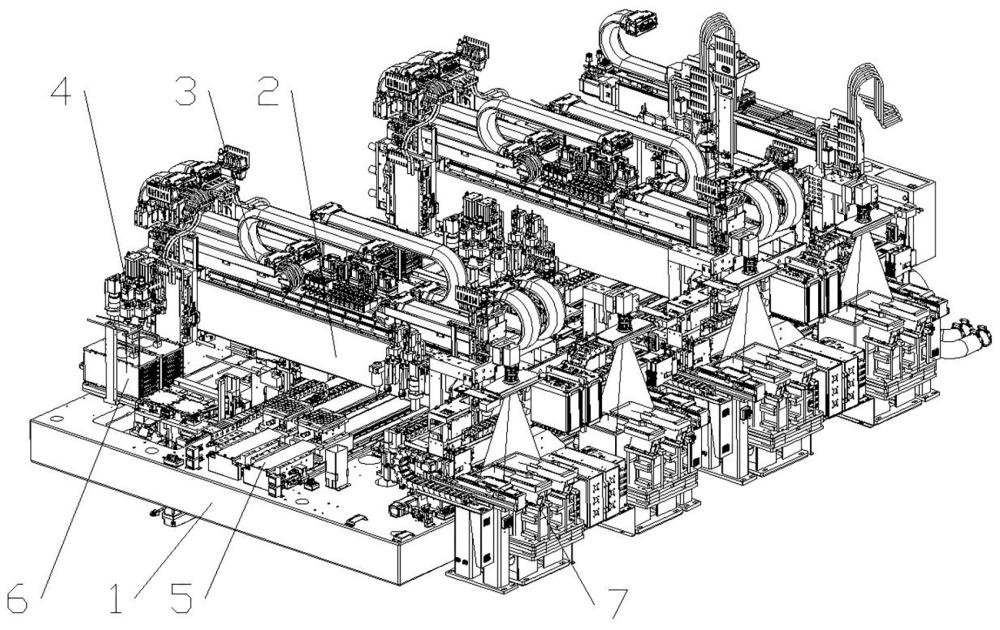
2、本实用新型所采用的技术方案是:本实用新型包括机架,以所述机架的宽度为x方向,以所述机架的长度为y方向,所述机架上设置有沿x方向的龙门架,所述龙门架设置有沿x方向驱动的第一直线模组,所述第一直线模组的动作端设置有两组沿z方向驱动的第一吸附模组,所述龙门架的下方设置有两组平行设置且沿y方向驱动的第二直线模组,所述第二直线模组的左右两侧分别设置有第一供料模组和第二供料模组。
3、由上述方案可见,所述第一供料模组作为镜片的上料模组,所述第二供料模组作为配件的上料模组,所述第一直线模组通过所述第一吸附模组将镜片、配件上料至所述第二直线模组,实现双料混组上料,有利于提高上料效率。
4、一个优选方案是,所述第一供料模组包括两组并排设置且沿x方向朝向的料笼,所述料笼的出料口设置有沿y方向驱动的第三直线模组,所述第三直线模组的动作端设置有沿z方向驱动的第四直线模组,所述第四直线模组的动作端设置有载板和沿x方向驱动的第五直线模组,所述第五直线模组的动作端设置有勾块,所述勾块与所述料笼的载盘配合,在所述第五直线模组的驱动下,所述载盘通过所述勾块从所述料笼内输送至所述载板上。
5、一个优选方案是,所述第二供料模组包括柔性振动盘,所述柔性振动盘的一侧设置有沿x方向驱动的第六直线模组,所述第六直线模组的动作端设置有沿y方向驱动的第七直线模组,所述第七直线模组的动作端设置有沿z方向驱动的第二吸附模组,所述第二吸附模组的下方设置有两组并排设置且沿x方向驱动的第八直线模组。
6、一个优选方案是,所述第一吸附模组和所述第二吸附模组均包括沿z方向驱动的驱动气缸,所述驱动气缸的动作端设置有吸嘴。
7、一个优选方案是,所述驱动气缸的一侧和所述柔性振动盘的上方均设置有工业相机。
8、一个优选方案是,所述龙门架的组数为三组,三组所述龙门架沿y方向排列,所述龙门架的正反两面均设置有所述第一直线模组,若干所述第一直线模组驱动对应的所述第一吸附模组分别从所述第一供料模组、所述第二供料模组上料至所述第二直线模组。
技术特征:
1.一种双料混组机构,包括机架(1),以所述机架(1)的宽度为x方向,以所述机架(1)的长度为y方向,其特征在于:所述机架(1)上设置有沿x方向的龙门架(2),所述龙门架(2)设置有沿x方向驱动的第一直线模组(3),所述第一直线模组(3)的动作端设置有两组沿z方向驱动的第一吸附模组(4),所述龙门架(2)的下方设置有两组平行设置且沿y方向驱动的第二直线模组(5),所述第二直线模组(5)的左右两侧分别设置有第一供料模组(6)和第二供料模组(7)。
2.根据权利要求1所述的一种双料混组机构,其特征在于:所述第一供料模组(6)包括两组并排设置且沿x方向朝向的料笼(8),所述料笼(8)的出料口设置有沿y方向驱动的第三直线模组(9),所述第三直线模组(9)的动作端设置有沿z方向驱动的第四直线模组(10),所述第四直线模组(10)的动作端设置有载板(11)和沿x方向驱动的第五直线模组(12),所述第五直线模组(12)的动作端设置有勾块(13),所述勾块(13)与所述料笼(8)的载盘(14)配合,在所述第五直线模组(12)的驱动下,所述载盘(14)通过所述勾块(13)从所述料笼(8)内输送至所述载板(11)上。
3.根据权利要求1所述的一种双料混组机构,其特征在于:所述第二供料模组(7)包括柔性振动盘(15),所述柔性振动盘(15)的一侧设置有沿x方向驱动的第六直线模组(16),所述第六直线模组(16)的动作端设置有沿y方向驱动的第七直线模组(17),所述第七直线模组(17)的动作端设置有沿z方向驱动的第二吸附模组(18),所述第二吸附模组(18)的下方设置有两组并排设置且沿x方向驱动的第八直线模组(19)。
4.根据权利要求3所述的一种双料混组机构,其特征在于:所述第一吸附模组(4)和所述第二吸附模组(18)均包括沿z方向驱动的驱动气缸(20),所述驱动气缸(20)的动作端设置有吸嘴(21)。
5.根据权利要求4所述的一种双料混组机构,其特征在于:所述驱动气缸(20)的一侧和所述柔性振动盘(15)的上方均设置有工业相机(22)。
6.根据权利要求1所述的一种双料混组机构,其特征在于:所述龙门架(2)的组数为三组,三组所述龙门架(2)沿y方向排列,所述龙门架(2)的正反两面均设置有所述第一直线模组(3),若干所述第一直线模组(3)驱动对应的所述第一吸附模组(4)分别从所述第一供料模组(6)、所述第二供料模组(7)上料至所述第二直线模组(5)。
技术总结
本技术旨在提供一种结构紧凑、上料效率较高的双料混组机构。本技术包括机架,以所述机架的宽度为X方向,以所述机架的长度为Y方向,所述机架上设置有沿X方向的龙门架,所述龙门架设置有沿X方向驱动的第一直线模组,所述第一直线模组的动作端设置有两组沿Z方向驱动的第一吸附模组,所述龙门架的下方设置有两组平行设置且沿Y方向驱动的第二直线模组,所述第二直线模组的左右两侧分别设置有第一供料模组和第二供料模组。本技术应用于组装设备的技术领域。
技术研发人员:阳斌,董争武,敖俊,荣放,廖远旭,汤金浪
受保护的技术使用者:珠海博杰电子股份有限公司
技术研发日:20230831
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!